THYSSEN HENRICHSHÜTTE AKTIENGESELLSCHAFT
|
|
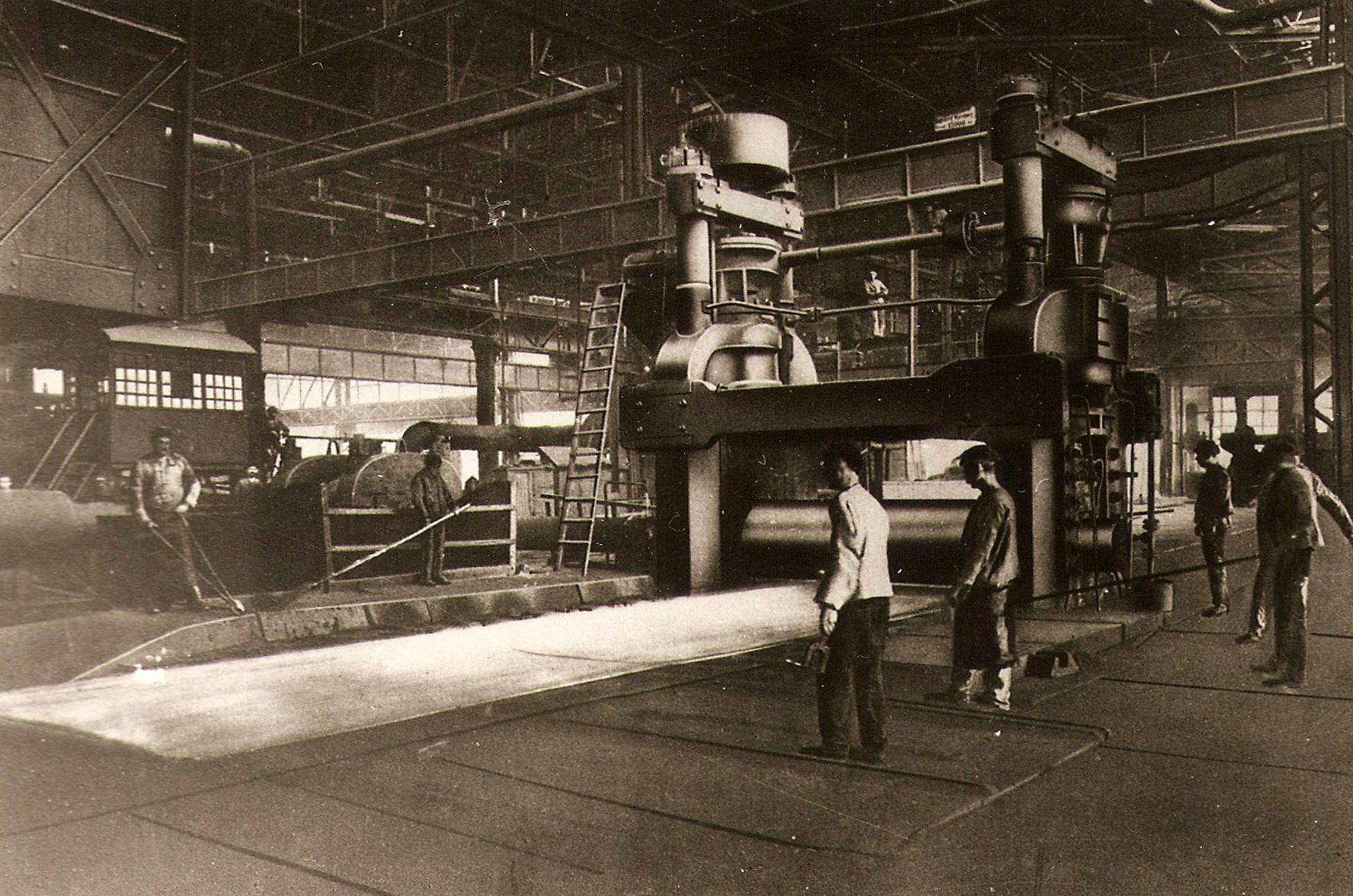
Heute ist das Werk Geschichte, nur noch ein Teil der Anlagen wird als Museum (LWL-Industriemuseum in Hattingen) betrieben, in dem es sicherlich Einiges zu erkunden gibt. Es wird dort ausführlich über die Menschen und die Arbeitsbedingungen ("an dieser Stelle war es immer sehr heiß") berichtet, aber enttäuschend wenig über die imposanten Teile, die hier gefertigt wurden, und über die technischen Herausforderungen, die in allen Ebenen so großartig gemeistert wurden. Aus diesem Grund dürften die nachfolgenden Beispiele aus den verschiedenen Werksbereichen und die Schilderung der Zusammenhänge und Abhängigkeiten für viele von Interesse sein. Dies alles ohne Anspruch auf Vollständigkeit. Und dass es manchmal recht heiß wurde, dürfte ebenfalls unschwer zu erkennen sein.
Geschichte Als um 1850 Graf Henrich zu Stolberg-Wernigerode seinem Hüttenmeister Carl Roth den Auftrag zur "Begründung einer Coaks-Hochofenanlage in Westfalen" gab, war seine Wahl auf eine Stadt gefallen, die auf eine Jahrhunderte alte Tradition in der Bearbeitung von Eisen und Stahl zurückblickt. 1412 war das Gründungsjahr von drei Hattinger Gilden, unter ihnen diejenige der "Schmiede und Schröder". Aus alten Dokumenten weiß man, dass Hattinger Kaufleute 1619 mit großen Planwagen voll Hattinger Eisenwaren -- in der Hauptsache Messer, Gabeln und sonstige Gebrauchsgegenstände -- über Köln rheinaufwärts fuhren, um die Messen von Frankfurt und Worms zu besuchen. Die schmiedeeisernen Schlösser aus Hattingen waren berühmt. Man trifft sie heute noch an alten Gebäuden in Wien, Hamburg, Amsterdam und Rotterdam. In gleicher Weise berühmt war die Qualität der Damaszenerklingen aus Hattingen, die auf Anordnung des Großen Kurfürsten in der gesamten brandenburgischen Armee eingeführt wurden. -- Seit dem Vertrage von Xanten 1609 gehörte die Stadt als westlicher Eckpfeiler der Grafschaft Mark zu Brandenburg/Preußen. -- Bis 1793 hatten sich insgesamt 27 Werkstätten für Klingen und sonstige Eisenerzeugnisse in Hattingen entwickelt. 1818 gründete der preußische Staat hier eine Gewehrfabrik, die bis zum Jahre 1862 bestand. Ihren Rohstahl bezog die verarbeitende Industrie jener Zeit übrigens von den Halbach'schen Raffinierhämmern im benachbarten Blankenstein,1804 gegründet von dem Urgroßvater des Gustav von Bohlen und Halbach, der später Berta Krupp ehelichte. Aus der 1853 beginnenden Geschichte der Henrichshütte mögen einige Tatsachen interessieren, die den steten Wechsel und das konjunktur- und verfahrensbedingte Auf und Ab in der Stahlindustrie recht augenfällig widerspiegeln. 1855 wurde das erste Roheisen erzeugt und im Puddelofen zu Stahl verarbeitet. Eine kleine Eisengießerei bestand aus einem Meister und acht Formern, das ganze Werk beschäftigte rund 340 Personen.
Im Februar 1857 wechselte das Werk für 2 Mio. Taler den Besitzer. Bestimmend wurde jetzt David Hansemann mit seiner Discontogesellschaft in Berlin, ein Mann, der sich als Landtagsabgeordneter, Finanzminister, Ministerpräsident, Mitglied des Herrenhauses und Leiter der Preußischen Bank erhebliche Verdienste um die Entwicklung der Industrie und der Eisenbahnen erworben hat.
Die schwere Wirtschaftskrise der Jahre 1873 bis 80 brachte neben rückläufigen Umsätzen und finanziellen Verlusten die Stilllegung von Stahl- und Walzwerksanlagen, u. a. des neuen Bessemerwerkes. Erst mit Wiedereinführung der Schutzzölle durch das Deutsch Reich besserte sich die Lage ab 1879 zusehends. Die Modernisierung der Betriebe, auch in der Krise nicht ganz eingestellt, wurde wieder verstärkt betrieben; seit 1890 wurden Kesselbleche hergestellt.
Bis zum Jahre 1904 blieb die Henrichshütte bei der Dortmunder Union, dann ging sie für 7,4 Mio. Mark in den Besitz von Henschel & Sohn in Kassel über, die für ihren seit 1810 mit zunehmendem Erfolg betriebenen Maschinen- und vor allem Lokomotivenbau eine eigene Stahlbasis suchten. Große Investitionen fallen in die Zeit bis zum ersten Weltkrieg, u. a. geht 1905 das Siemens-Martin-Stahlwerk mit 5 Öfen in Betrieb, 1906 das Press- und Hammerwerk. Walzwerk, Stahlgießerei und Mechanische Werkstätten werden modernisiert, und die Belegschaft steigt in 6 Jahren von 1.300 auf 3.500 Mann.
Die Zugehörigkeit zu Henschel & Sohn endet 1930 in der großen
Weltwirtschaftskrise. Das Werk wird in die Ruhrstahl AG, eine
Organgesellschaft der Vereinigten Stahlwerke, eingebracht, der neben dem
späteren Edelstahlwerk Witten auch das Gussstahlwerk Gelsenkirchen, das
Stahlwerk Krieger in Oberkassel, Gussstahlwerk Annen und das Presswerk
Brackwede angehörten. Seit dem 1. Oktober 1974 gehörte das Werk zur Thyssen-Gruppe, seine Betriebs- und Geschäftsführung oblag der Betriebsführungsgesellschaft "Thyssen Henrichshütte AG", 100%ige Tochtergesellschaft der ATH.
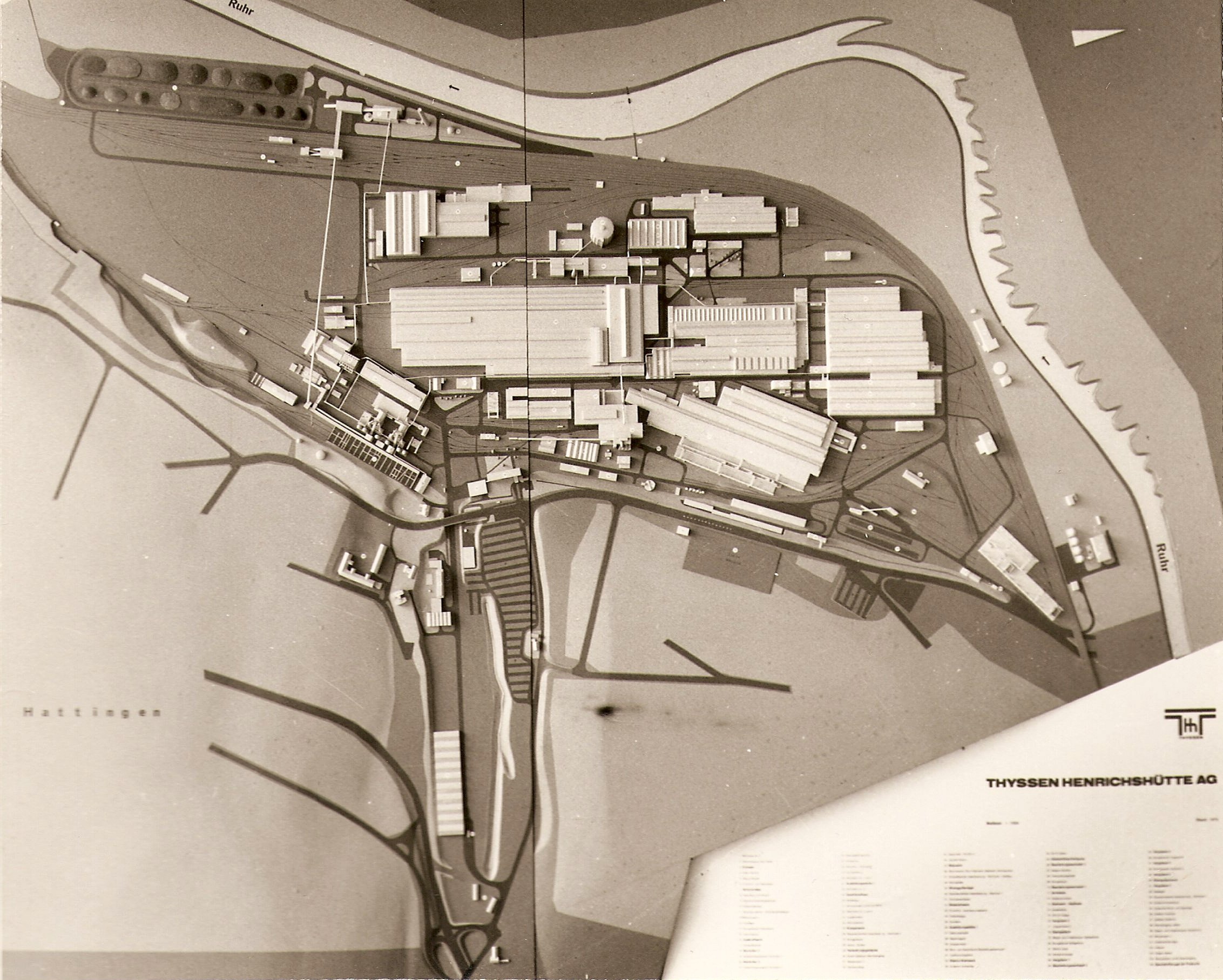
Werksanlagen Die grundsätzlichen Überlegungen zur Unternehmensphilosophie ergaben sich für ein Werk dieser Art und am gegebenen Standort mehr oder weniger zwangsläufig. Die fast universelle Produktpalette um die Jahrhundertwende (1900) an Walzstahl, Schmiede- und Gießereierzeugnissen war seither einer immer strafferen Konzentration auf wenige, dafür zumindest im nationalen oder auch internationalen Maßstab gewichtige Schwerpunktsprodukte gewichen. Es konnte nicht Ziel eines Hüttenwerks im Binnenlande sein, solche Stahlerzeugnisse herzustellen, die in modernen Großbetrieben am frachtgünstigen wassernahen Standort von vornherein erfolgreicher zu erzeugen sein würden. In diesem Sinne hatten sich über die Jahre hinweg als Schwerpunktaktivitäten der Hütte herausgebildet:
- Grob- und Mittelbleche - Kümpelteile - Stahlguss - Freiformschmiedestücke - Rollendes Eisenbahnmaterial Der Schweißbetrieb des Werkes hatte die spezielle Aufgabe, möglichst weitgehend aus den obigen Hauptprodukten bestehende Kombinationsteile zu fertigen, einmal, um sich selbst eine günstige Ausgangsposition im Markt zu verschaffen, aber auch, um jederzeit das Know-how zu erarbeiten und zu pflegen, das ggf. für den Verkauf der Blech-, Guss- und Schmiedeproduktion von Wert sein konnte. Ganz grob gesprochen bestand das Programm in den 70er Jahren wertmäßig zu 2/3 aus Blechen, zu 1/3 aus anderen Produkten, unter denen Schmiedestücke, rollendes Eisenbahnzeug und Stahlguss den maßgeblichen Teil ausmachte. Innerhalb der Bleche konnte man trennen zwischen den üblichen Blechen -- 5 bis 60 mm, im laufenden Fluss geschnitten, Qualität bis St 52 und verwandten Güten -- und den "ungewöhnlichen" Blechen aller Art, entweder von der Abmessung her -- 3 bis 5 mm oder über 40 mm -- oder von der Qualität her, wie Edelstahlgüsse aller Art bis zum rost- und säurebeständigen warmgewalzten Mittel- und Grobblech.
Bestimmend für das Blech als Hauptprodukt war die Versorgung aus
den blockartig zusammenwirkenden Betrieben Erzvorbereitung /
Sinteranlage / 2 Hochöfen / LD-Konverter / 2 Stranggießanlagen und
Gießhalle für Rohbrammen.
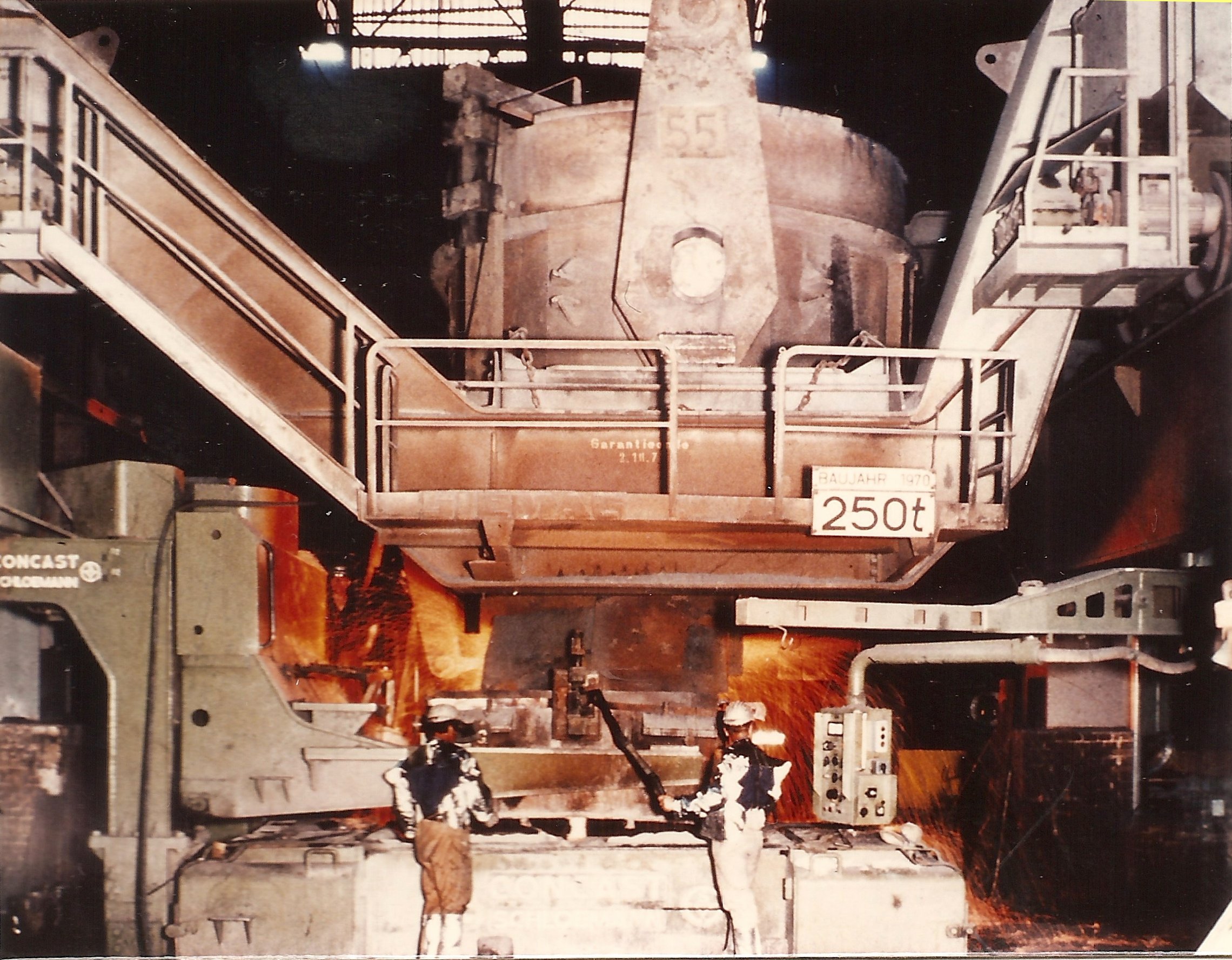
Im LD-Stahlwerk wurde eine Mischung aus 1/4 Schrott und 3/4 Roheisen durch Aufblasen von reinem Sauerstoff und unter Zugabe von gebranntem Kalk in Stahl umgewandelt, rd. 150 t je Schmelze. Abweichend von der üblichen Praxis war das Stahlwerk mit nur einem Tiegel ausgerüstet, um beim Neubau 1970 Investitionskosten zu sparen. Seit 1973 wurde mit Wechselgefäß gearbeitet. Der flüssige Rohstahl, Temperatur je nach Qualität 1.600 bis 1.700 °C, wurde während des Abstichs in die Gießpfanne legiert, wobei für Hattingen ein besonders vielfältiges Programm mit hohen Ansprüchen an Treffsicherheit und Reinheit kennzeichnend war.
|
|
Die Stranggießanlage mit ihren beiden Einzelsträngen war seit 1967 in Betrieb. Hier entstanden die Strangriegel, die dem Blechwalzwerk bevorzugt als Einsatz dienten.
|

|
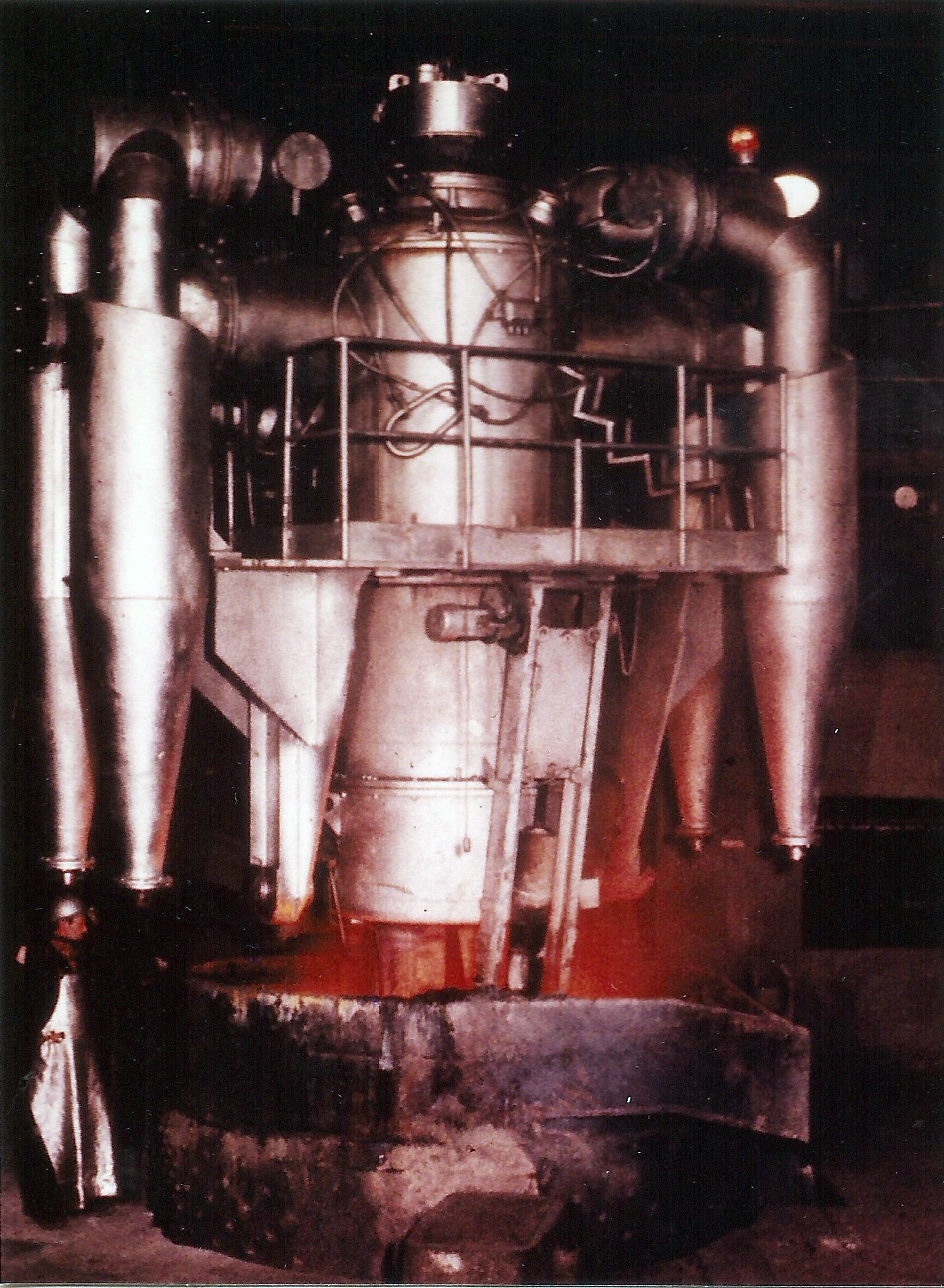
2 Elektroöfen mit 100 und 30 t Abstichgewicht ergänzten das Qualitätsprogramm um höherlegierte Qualitäten und auch um solche Qualitäten, die jeweils nur in geringerer Menge gebraucht wurden. Beide Öfen wurden seinerzeit entstaubt und mit dem LD-Konverter in gemeinsamer Halle aufgestellt. Der Befriedigung besonders hoher Ansprüche an den Stahl dienten zwei Einrichtungen, die dem Forschergeist der Rheinstahl Hüttenwerke entstammten. Der Rheinstahl-Quirl zur Entschwefelung des Roheisens und die Ruhrstahl-Heraeus Stahlentgasungsanlage.
Der Quirl war für die Herstellung der extremen Schmiedeblöcke, 150 t und mehr, schon praktisch nicht mehr wegzudenken, weil Forderungen von je max. 0,008 % Phosphor und Schwefel erfüllt werden mussten.
Die alte RH-Entgasungsanlage aus 1961 -- unentbehrlich für
Schmiedeblöcke und hochwertige Bleche zur Ausschaltung der Flockengefahr
durch Wasserstoff -- wurde durch eine größere Anlage ersetzt, die neben
ihrer auf 150-t-Schmelzen zugeschnittenen Größe zusätzliche
metallurgische Möglichkeiten eröffnete.
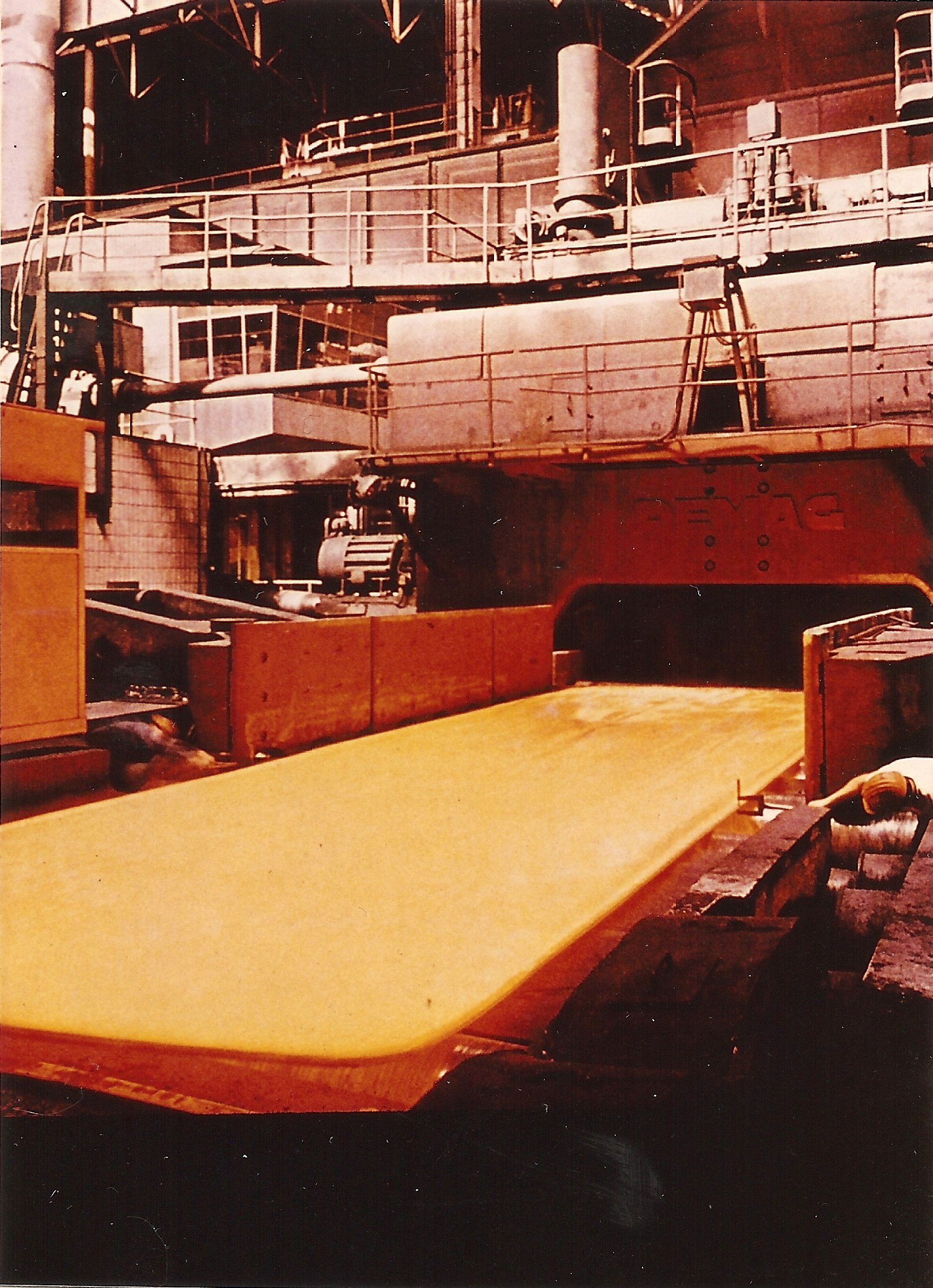
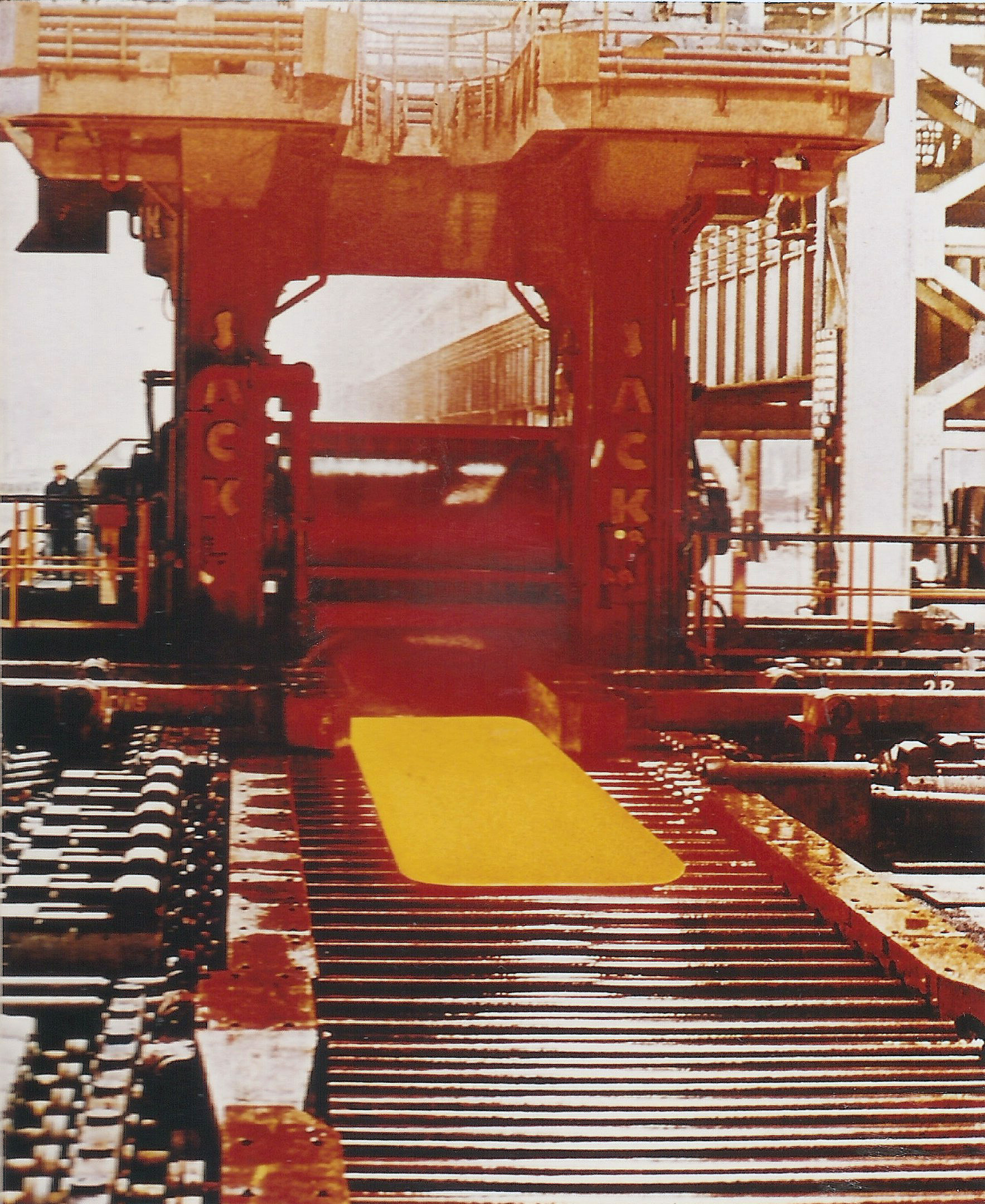
Das 2,8 m-Walzwerk war seit 1966 in Betrieb, ebenfalls sehr kräftig ausgelegt und dazu so schnell, dass 40 m lange Bleche erzeugt werden konnten. Außer einem Stoßofen war ein Hochbalkenofen vorhanden zur Wärmung von Walzgut aus Edelstahl. Die damalige Investition dieser Straße galt wegen des hohen Aufwandes als wirtschaftlich problematisch, obgleich die vorgeplanten Nennleistungen bei weitem überschritten wurden. Breitbandstraßen machten mit ihren Erzeugnissen, z. B. mit Blechen aus Breitband bis 2 m Breite und mit ihren günstigeren Kosten den Markt streitig. Deswegen waren die Bemühungen des Vertriebs, sowohl im Qualitätsblech wie auch im Edelstahlbereich, darauf angesetzt, solche Bleche zu akquirieren, die aus Warmband nicht oder nicht wirtschaftlich geschnitten werden konnten, sei es aus Gründen der Qualität, der Losgröße, der Sonderbehandlung oder der Abmessung, natürlich mit dem Ziel höherer Erlöse je t. Ein solches Programm stellte enorme Forderungen an Betrieb und Arbeitsorganisation. Die wirtschaftliche Beurteilung der Hattinger Blecherzeugung ging von der Tatsache aus, dass in guten wie schlechten Zeiten ein abmessungsmäßig sehr variables und qualitativ besonders hoch stehendes Programm gefahren wurde. Die betrieblichen Voraussetzungen dazu waren in mancher Hinsicht besser als bei der einschlägigen Konkurrenz, eine Tatsache, die sich auch bei den Herstellkosten positiv bemerkbar machte. Zwar war die Tonne fertiges Blech über Hochofen- und LD-Stahlwerk mit knapp 5,-- DM vorbelastet durch die höhere Erzfracht zum Binnenland (3,50 DM/t Erz); diese 5,-- DM/t Blech wurden aber wettgemacht durch die Möglichkeit höherer Schrottanteile und Stahlwerksschlackensätze im Hochofenmöller (höherer zulässiger Gehalt an Spurenelementen), durch hohe Stranggussanteile, günstige räumliche Lage aller Betriebe zueinander und durch einfache Laufwege innerhalb der Walzwerksbetriebe für alle Abmessungen und Qualitäten.
Kennzeichnend für das 1960 neu erbaute Kümpelwerk war seine überhöhte und als Folge davon weitgehend leerstehende Kapazität, vor allem seitdem im Jahr 1970 der Stofffluss in den Prüf- und Versandhallen durchorganisiert wurde. Eine aktive und aggressive Verkaufspolitik und -tätigkeit hatte den Umsatz an Kümpelteilen dennoch an die zweite Stelle der BRD gehoben.
Der Betrieb arbeitete unmittelbar zusammen mit dem Kümpelwerk in Oberhausen. Schrittweise wurde eine optimale Programmaufteilung erstrebt. Einen Schwerpunkt im Hattinger Programm stellten die Segmente für große kugelförmige Behälter, sog. Containments, dar.
Mit der Biegewalze des Kümpelwerkes wurden u. a. die Bleche für jene Offshore-Rohre geformt, die der Schweißbetrieb in der gleichen Halle fertigte. Ein anderer Betrieb, der ebenfalls die Hallen des Kümpelwerkes nutzte, arbeitete für die einige Jahre zuvor zusammen mit Rheinstahl Export gegründete Rheinstahl-Blech-Service GmbH, später Tochter des Stückblechkontors. Zur Abrundung des Kümpel- und Pressteilprogramms waren einige Verabredungen zur Kooperation getroffen worden. Diese versetzten das Werk in die Lage, bestimmte Erzeugnisse, wie Wellrohre, dünne gerollte rostfreie Böden u. ä. dem Markt anzubieten, ohne dass dafür eigene Investitionen erforderlich waren. Die jeweiligen Partner kamen zu höheren Auslastungsgraden ihrer Anlagen, d. h. zu niedrigeren Kosten, und sie verbrauchten als Gegenleistung auch für ihre eigenen Zwecke Bleche aus der Henrichshütte.
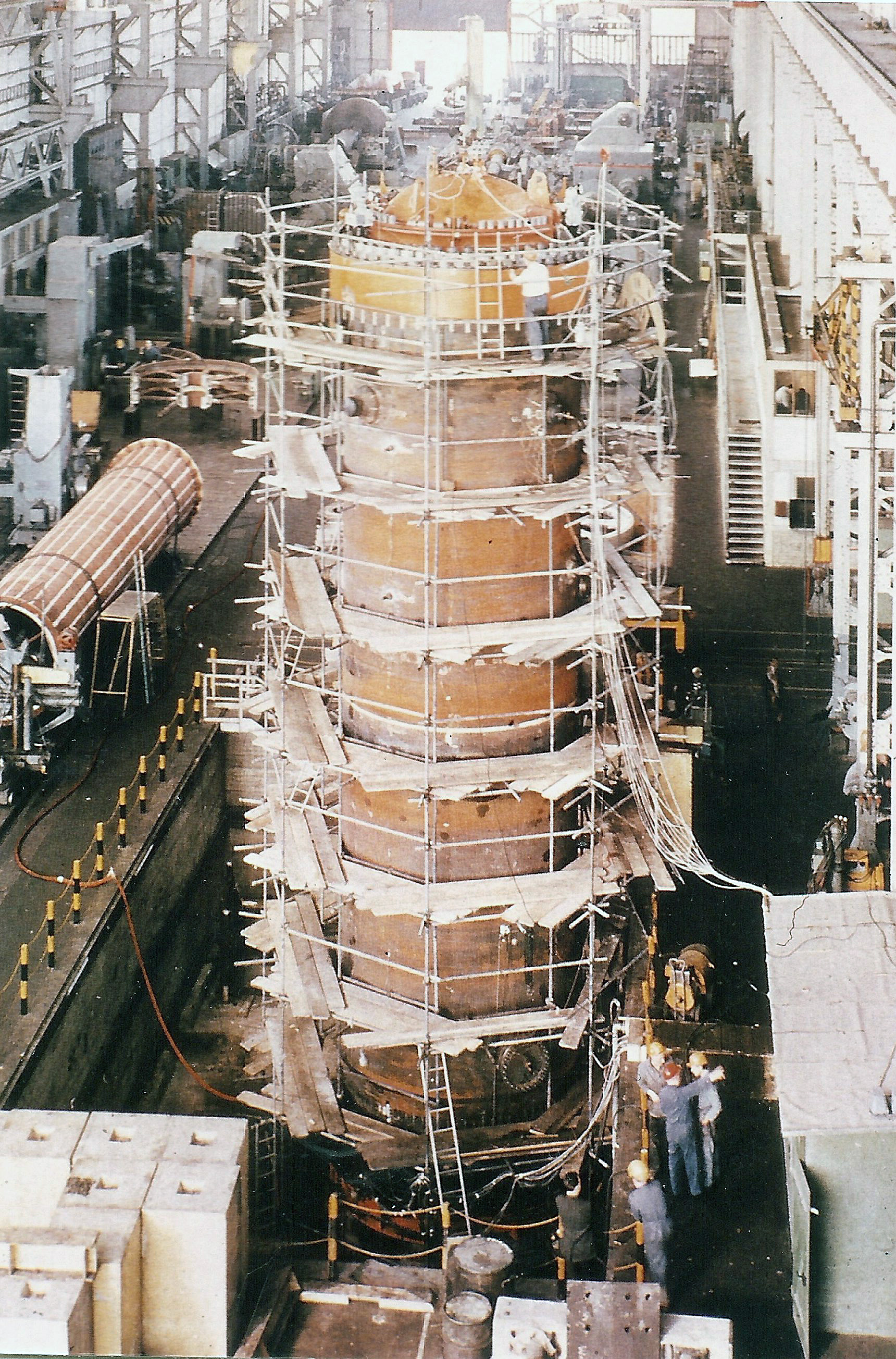
Der
Schweißbetrieb stellte eine im Jahre 1970 vorgenommene Konzentration
aus dem alten sog. Apparatebau dar. Das mit ihm verbundene umfängliche
Ingenieurbüro "Ruhrstahl-Apparatebau GmbH" war damals aufgelöst bzw. an
das Werk in Witten-Annen abgegeben worden. Es hatte sich herausgestellt,
dass es sehr schwierig war, einen Apparatebau langfristig ertragbringend
zu betreiben. Im Prinzip war es wohl einfach so, dass zu wenige teure
Spezialanlagen zu einer solchen
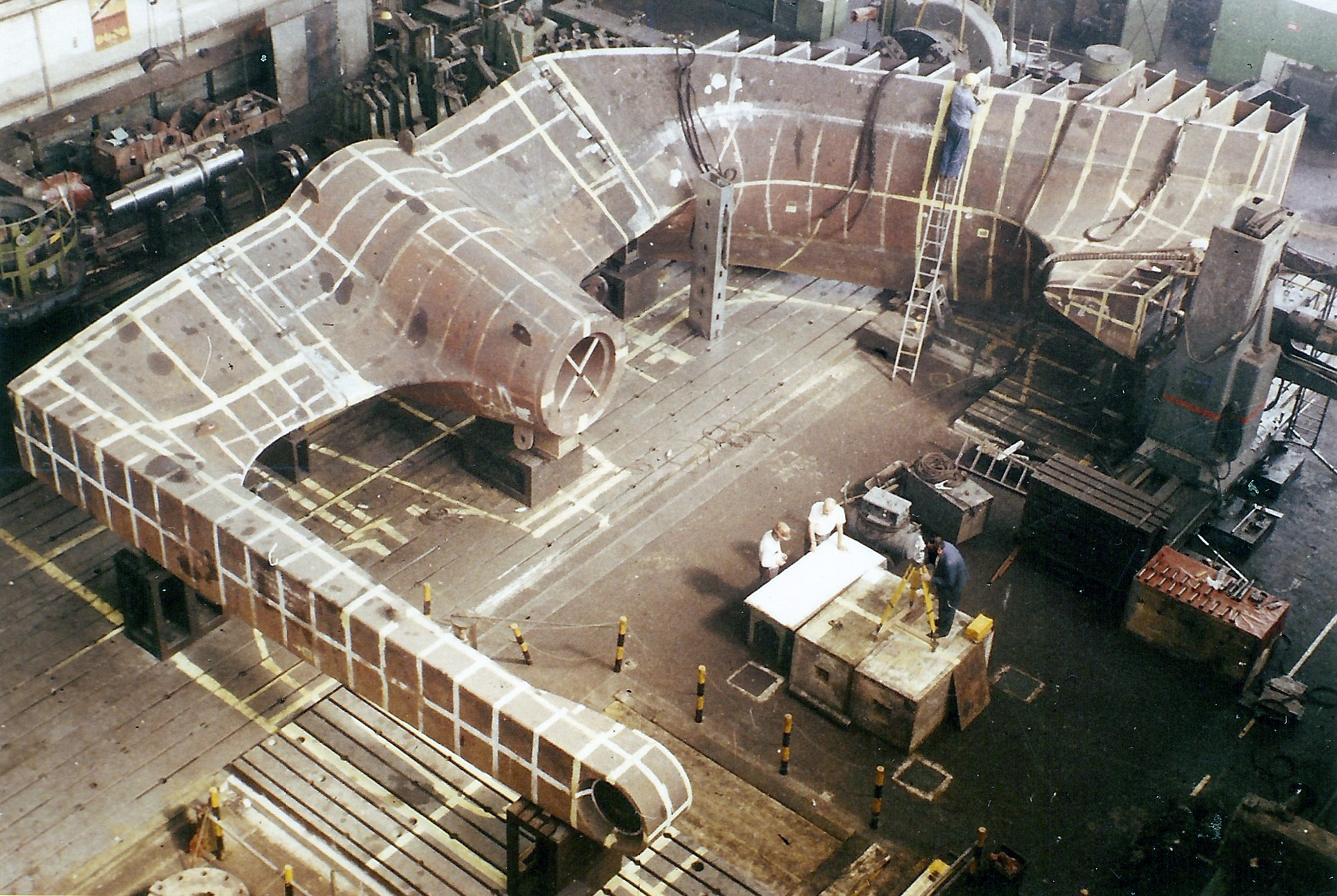
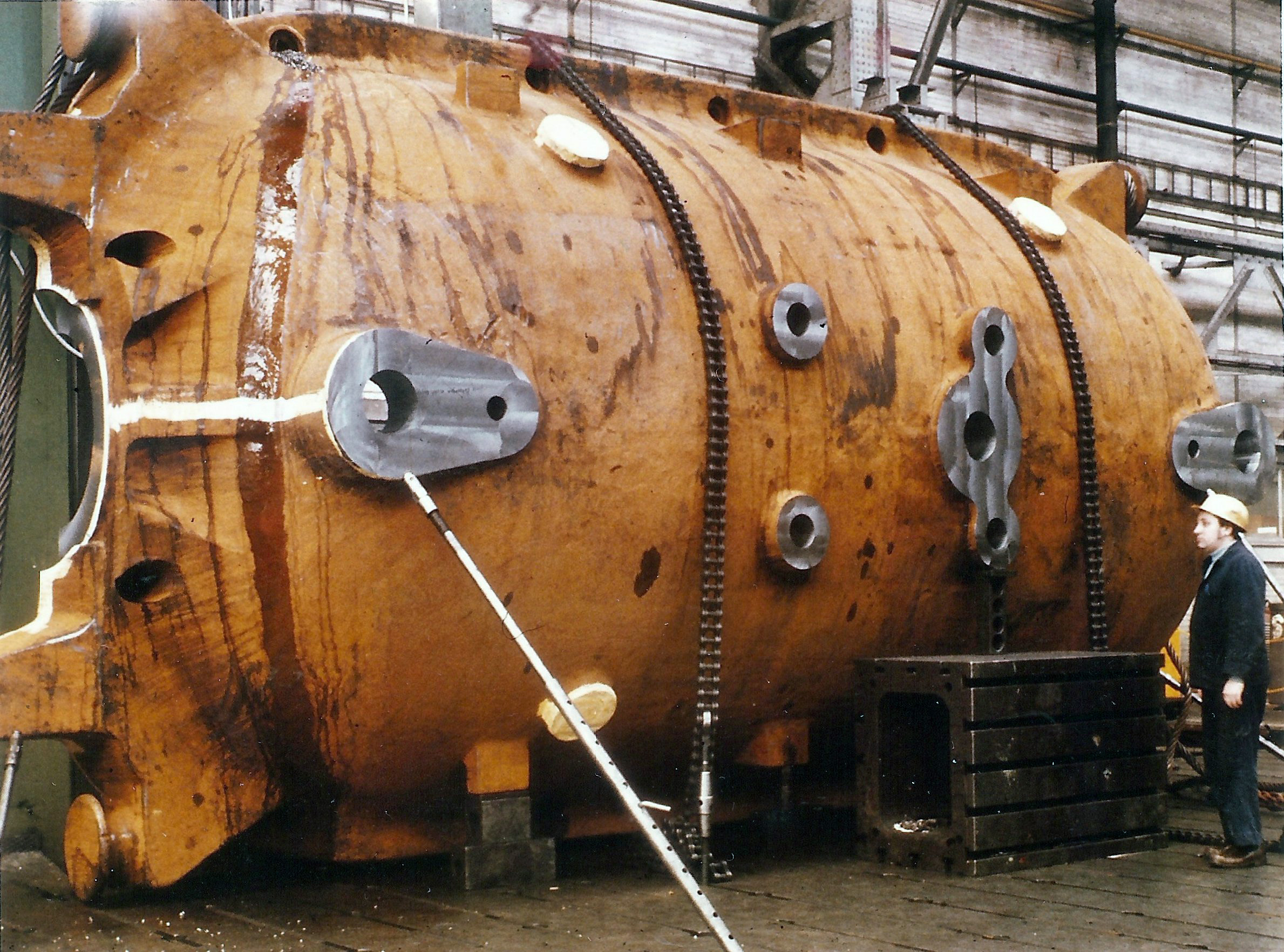
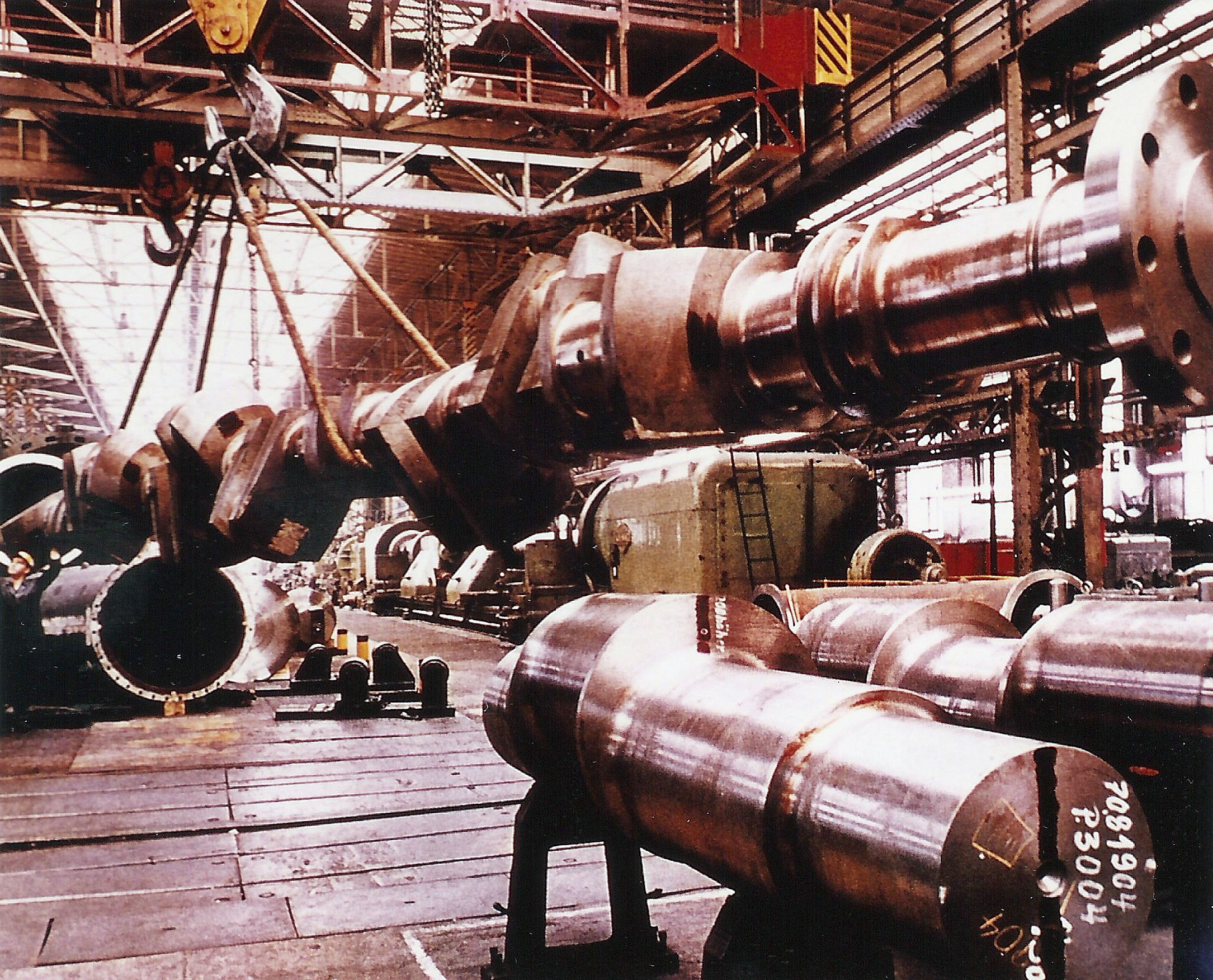
Seither fertigte der Schweißbetrieb Bauteile und Komponenten aller Art, Gehäuse, Offshore-Konstruktionsrohre u. ä. sowie die hier traditionellen Mehrlagenbehälter, diese als Lohnauftrag für die Annener Ruhrstahl Apparatebau GmbH. Er hatte die besondere Weisung, vor allem nach solchen Aufträgen Ausschau zu halten und sich mit ihnen am Markt zu profilieren, bei denen Kombinationen aus Blechen, Schmiedestücken und Stahlguss vorkamen, alle drei Produkte also, die am Ort gefertigt wurden. Tatsächlich mehrten sich im Laufe der Jahre die Stücke solcher Art, wobei zum Teil der Schweißbetrieb auch in Dienstleistung für die Stahlgießerei arbeitete, wie z. B. bei den großen Schiffssteven für Bremer Vulkan.
Neben diesen Aufgaben als Produktionsbetrieb erfüllte der Schweißbetrieb noch eine weitere wesentliche Aufgabe, die nach übereinstimmender Meinung aller Beteiligten, vor allem des Blechverkaufs, von erheblicher Bedeutung war. Er war geeignet und aufgerufen, in eigenen Werkstätten und an eigenen Erzeugnissen den Erfahrungsschatz, das Know-how zu gewinnen, das der Spezialblechkunde und das auch die abnehmende und beurteilende Behörde als selbstverständliche Beigabe zu höheren Blechgüten verlangte. Dass auch für Stahlguss und für Schmiedeteile gelegentlich ein Großeinsatz von Schweißern erforderlich war, sei am Rande erwähnt.
Wirtschaftlich konnte das Erzeugnis Stahlguss der Henrichshütte durchaus als wettbewerbsfähig und -- bei vernunftdiktiertem, nicht geradezu ruinösem Preisgebaren der Konkurrenten am Markt -- als gesund gelten.
Eine gute Abstimmung mit den Kundengießereien der Rheinstahl Gießerei AG war aus mehreren Gründen richtig. Vor allem der Überschneidungsbereich bis 60 t bedurfte besonderer Aufmerksamkeit, denn ein auf Schwerguss abgestellter Betrieb wie die Henrichshütte brauchte neben den großen Stücken auch solche mit geringerem Volumen, um das Abstichgewicht der vorgeschalteten Schmelzaggregate auszunutzen.
Ferner dürfte es im Regelfall unzweckmäßig gewesen sein, an anderer Stelle der ATH-Gruppe größere Stücke durch Aneinanderschweißen herzustellen, wenn Hattingen das Stück in einem Guss erzeugen konnte.
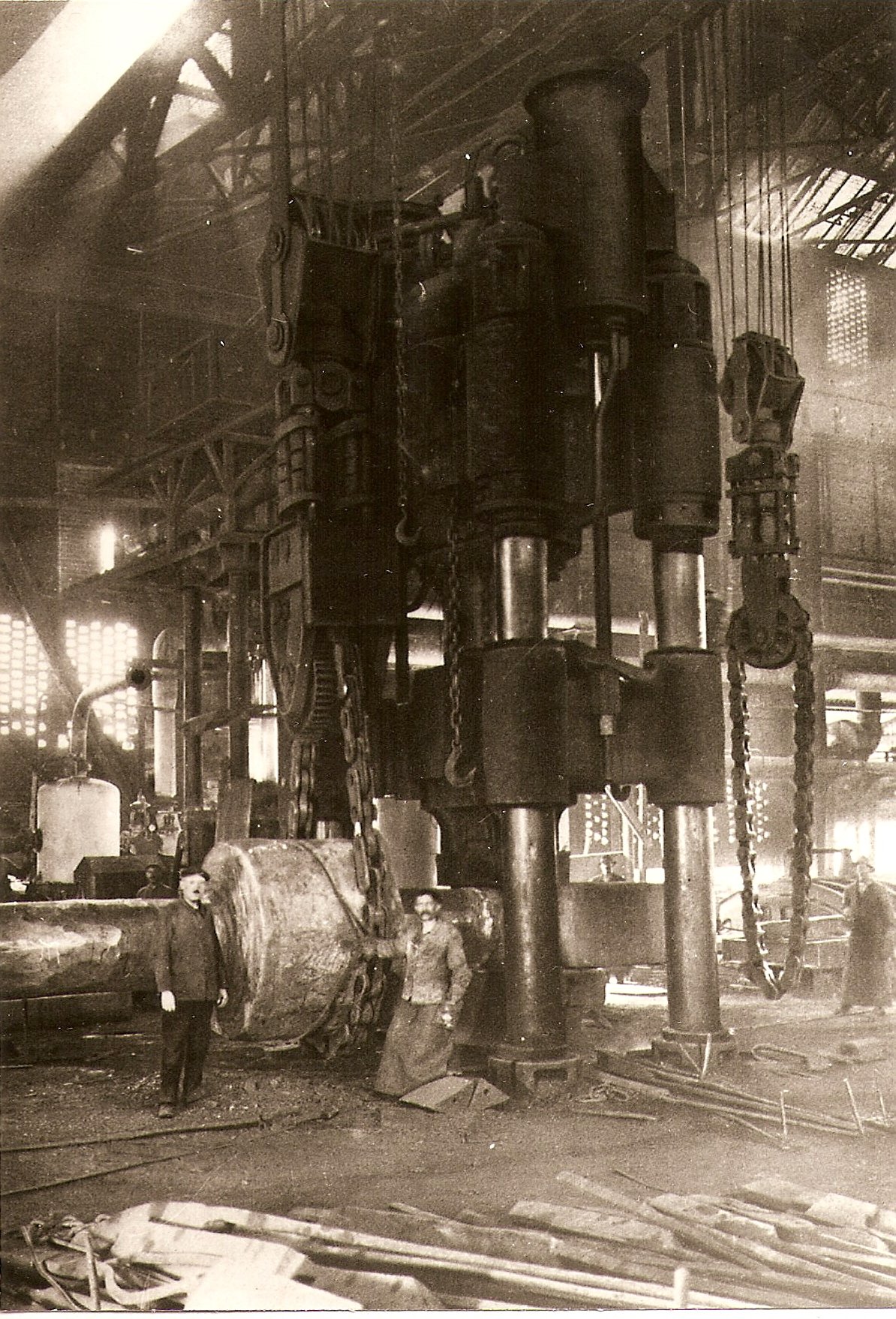
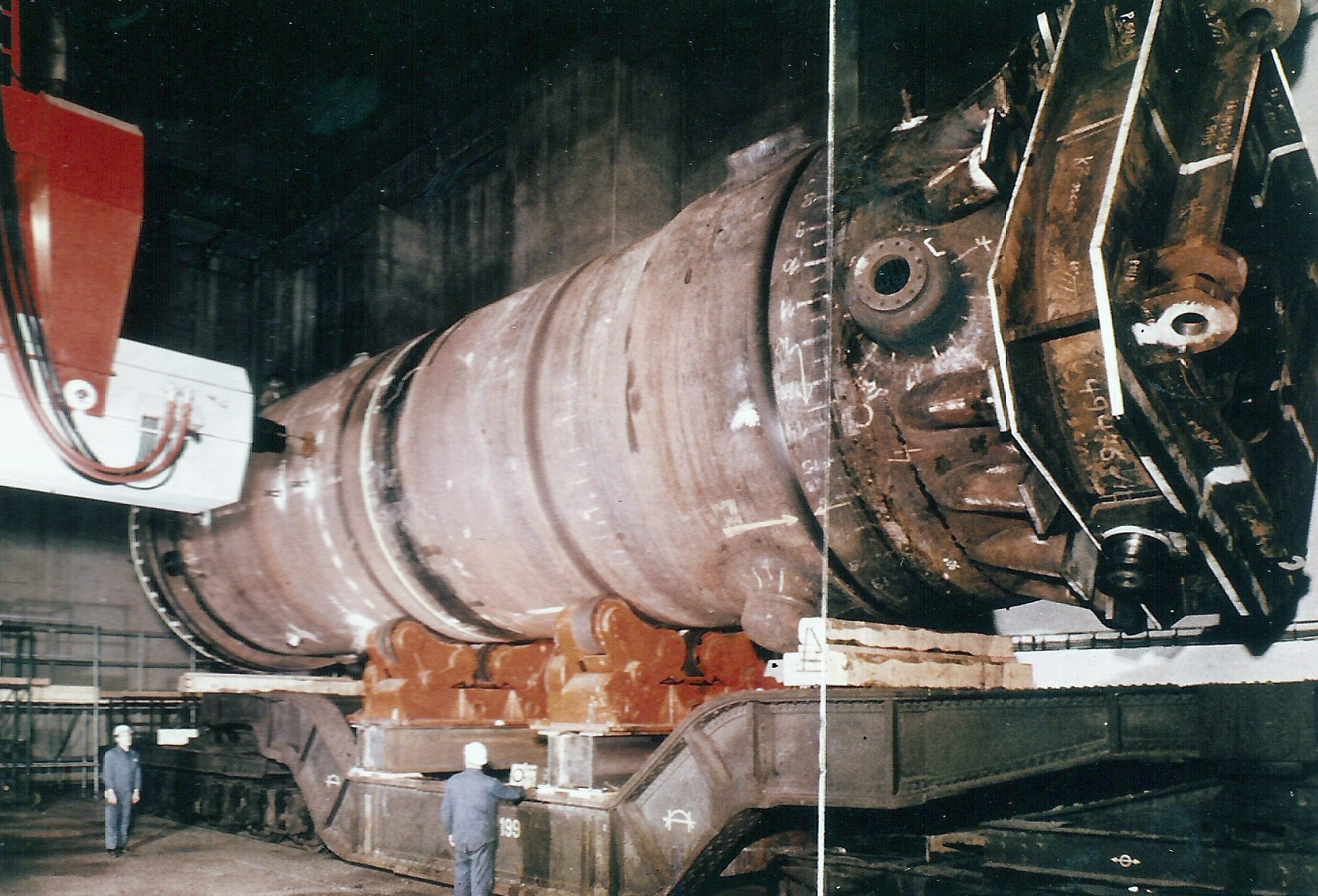
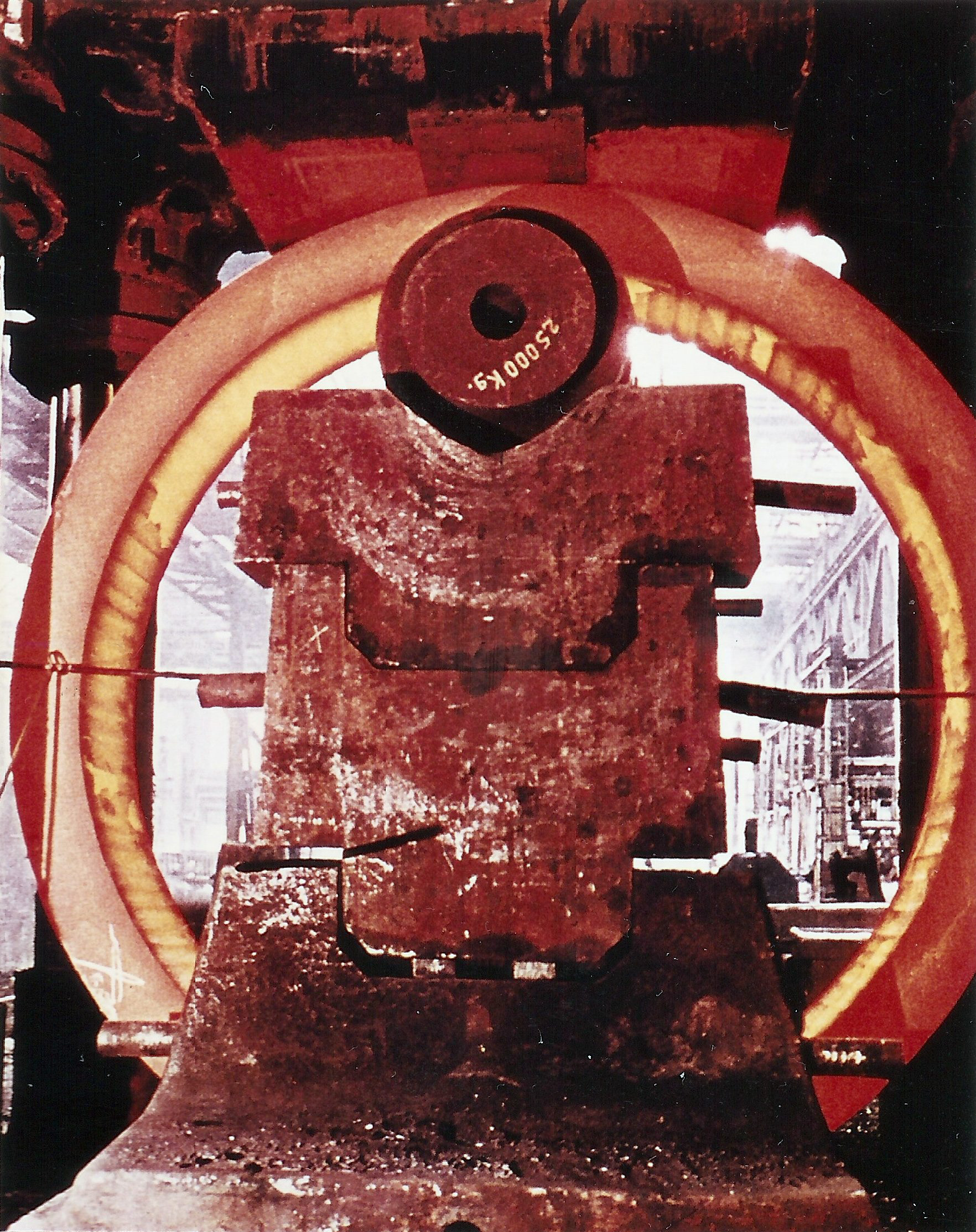
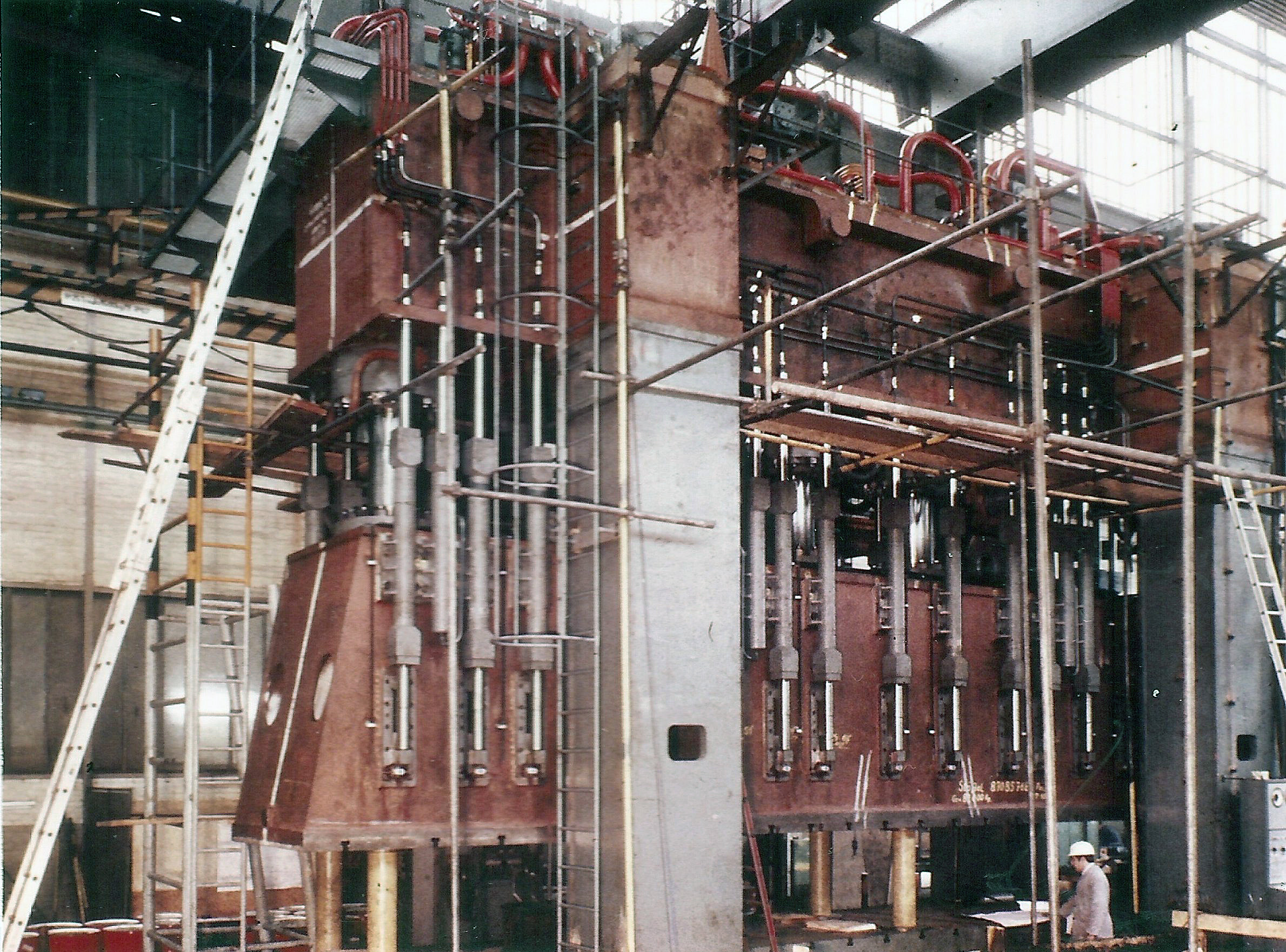
Für den Schmiedebereich war das Gesicht mit Fertigstellung der
1.000-Mp-Presse und des Ringwalzwerkes in 1971 auf längere Zeit hinaus
geprägt. Alle 5 Hämmer, z. T. aus dem Beginn des 20. Jahrhunderts
stammend, und die 4 alten Ring- / Bandagenwalzwerke gehörten der
Vergangenheit an. Mit 4 abgestuften Pressen, 6.000, 3.000, 2.000 und
1.000 Mp und mit
Ringwalzwerk
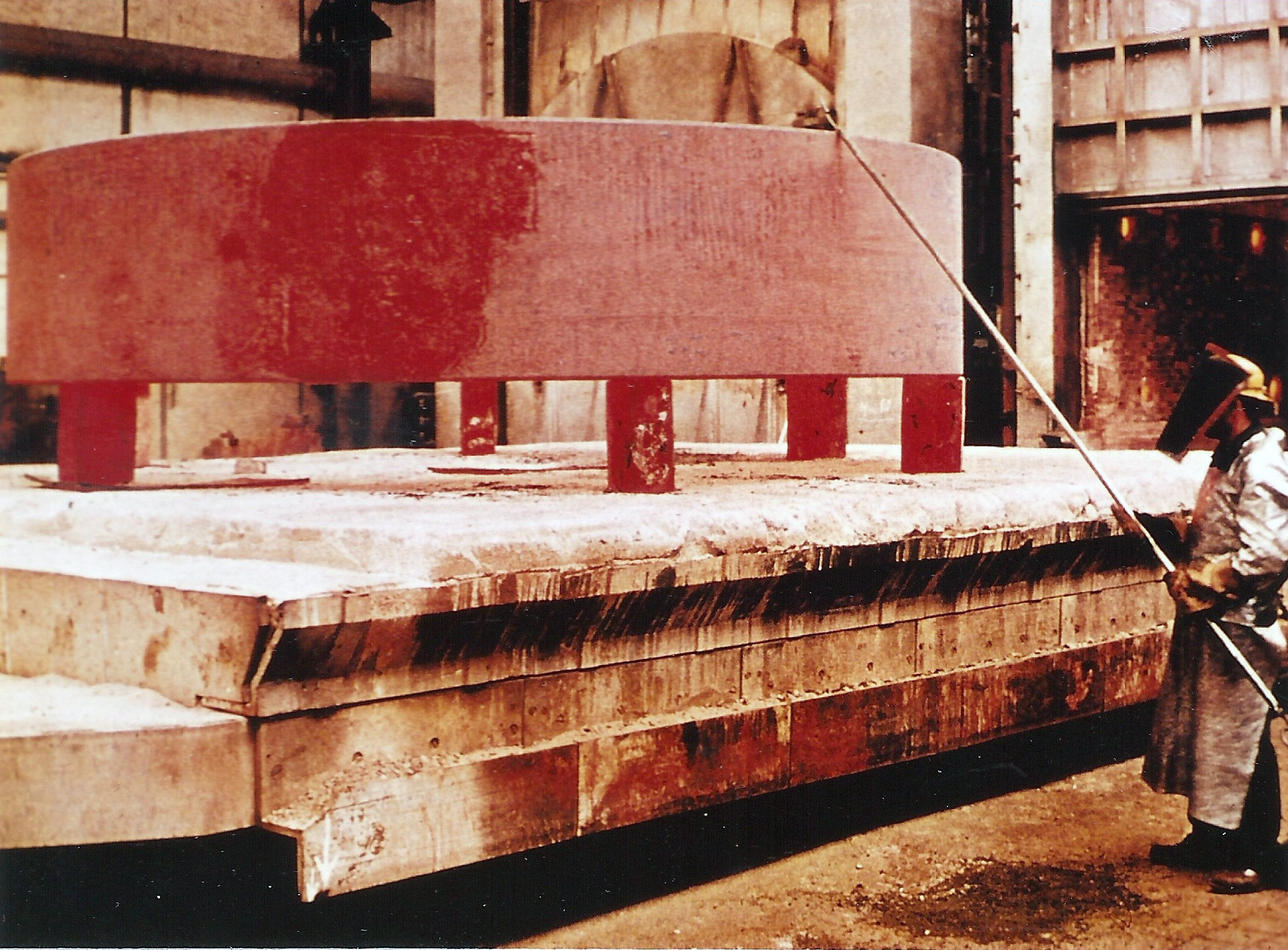
Die Vergüterei enthielt in 5 Betriebshallen alle wesentlichen Öfen und Abschreckeinrichtungen für die Herstellung hochwertiger Schmiedestücke aller Art. Hier waren in punkto Wirtschaftlichkeit wegen des Alters (Wärmeverbrauchs) von rd. 1/3 der 40 Öfen und Gruben noch Wünsche offen.
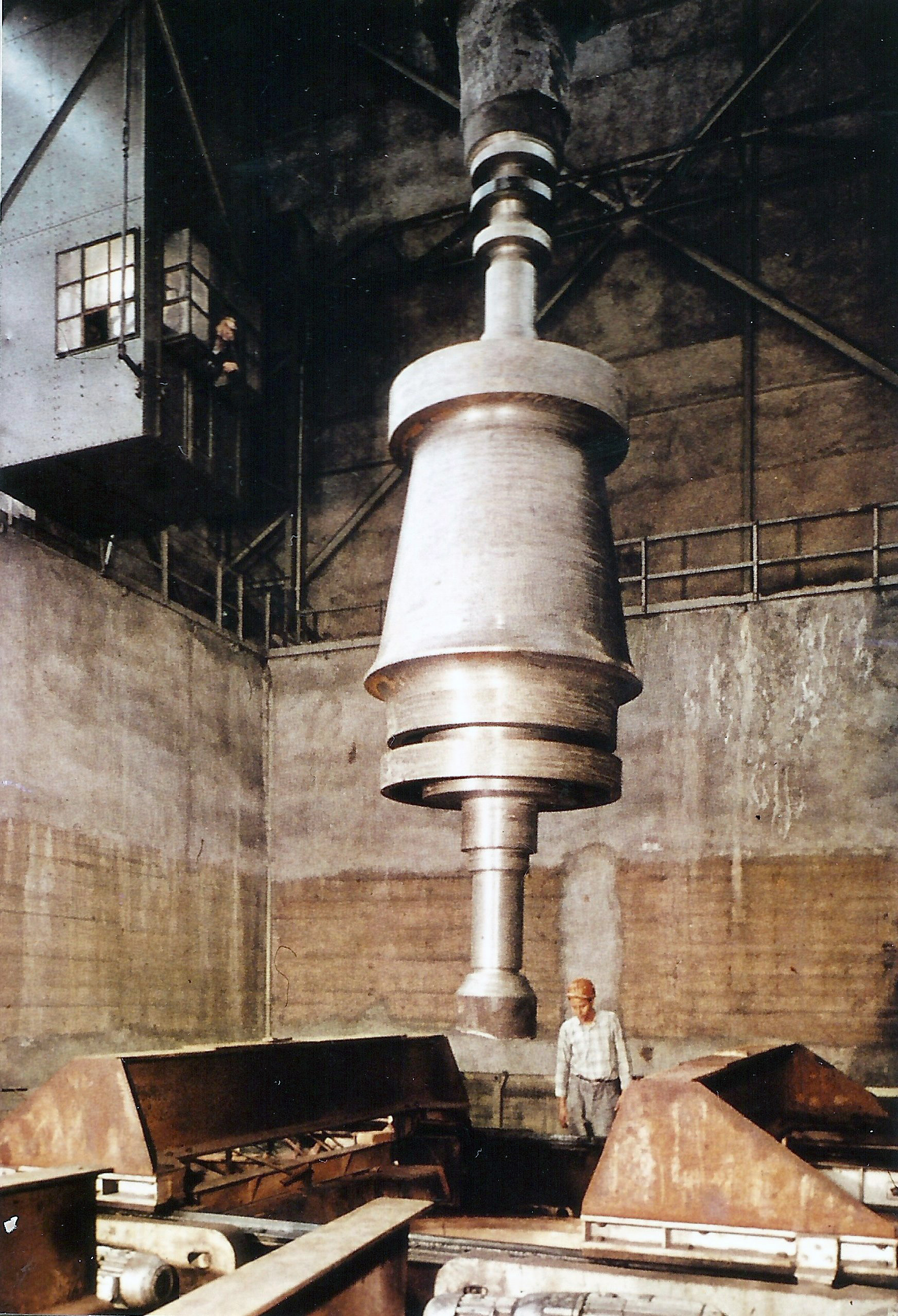
Senkrecht konnten nur Stücke
Die Hattinger Bearbeitungswerkstätten beherbergten rd. 180, zum Teil aber veraltete Werkzeugmaschinen. Die Aktivitäten der Bearbeitungswerkstätten wurden stets im Zusammenhang mit den übrigen Betrieben der Hütte gesehen. Durch diese Tatsache unterschieden sie sich grundsätzlich von den Maschinenfabriken aller Art, bei denen stets ein aus
vielen verschiedenen Einzelteilen zusammengesetztes komplexes Erzeugnis
im Mittelpunkt der Betrachtungen und Planungen stand, während das
Einzelteil selbst in seiner Bedeutung zurücktrat. Bei einem Erzeuger von
Halbfabrikaten und
Das ring- und scheibenförmige Werkstück, gewalzt, geschmiedet, gegossen oder geschweißt, als erstes gemeinsames Schwerpunktprodukt aller Hattinger Betriebe fand in den Bearbeitungswerkstätten seinen Niederschlag in Form von Karussell- und Plandrehbänken aller Größen, Ausführungsformen und Tragfähigkeiten.
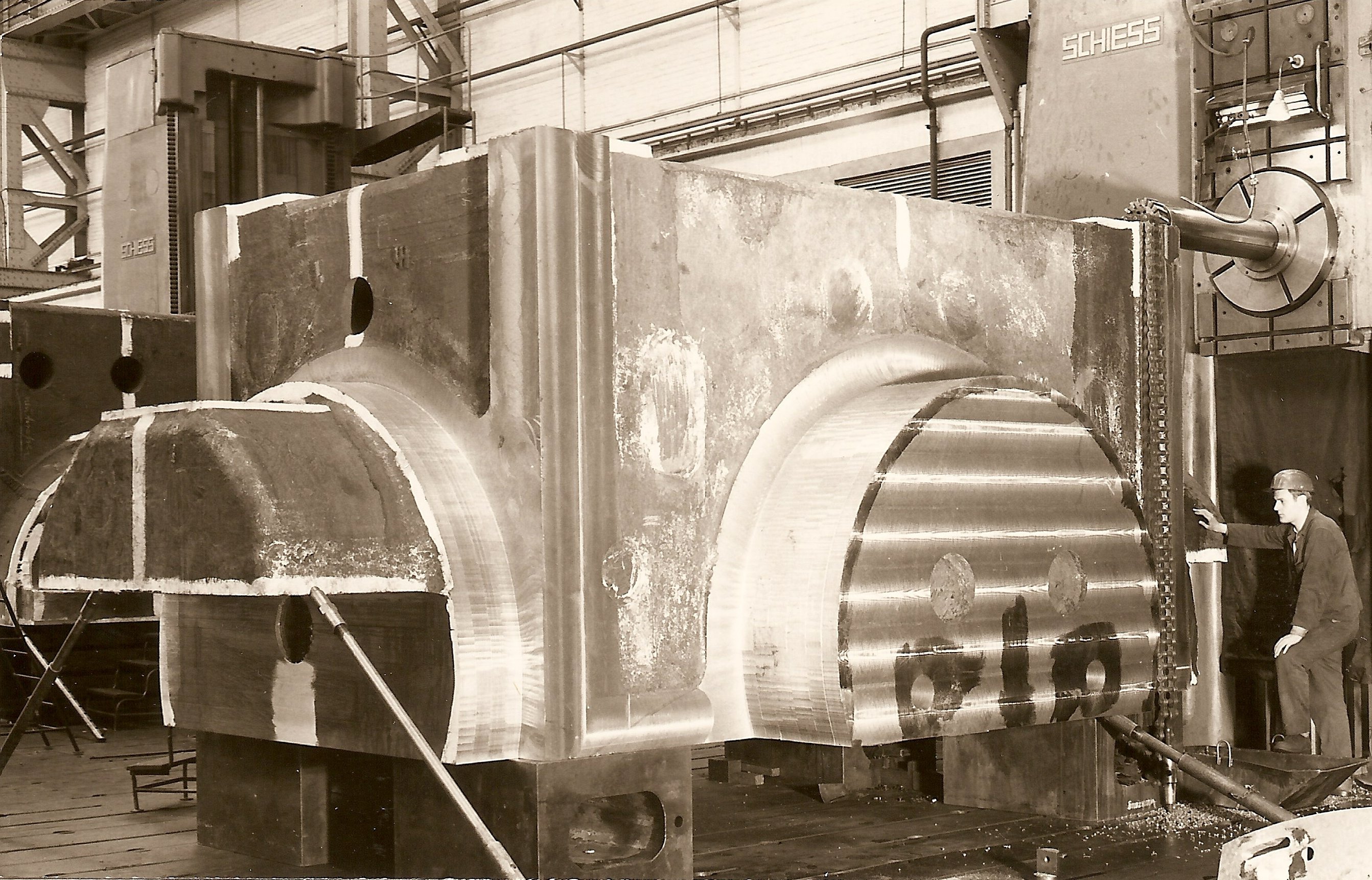
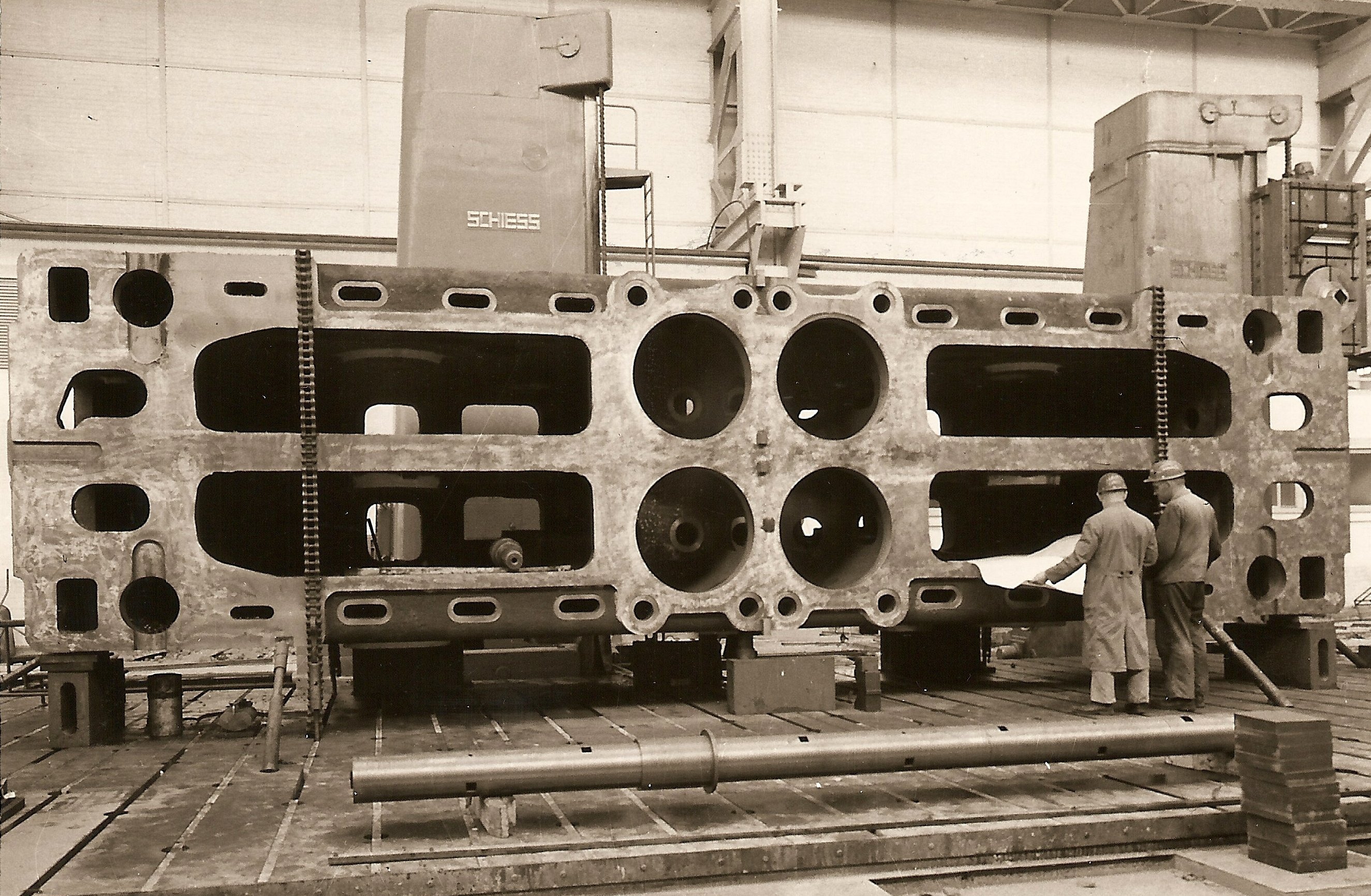
Das im Wesentlichen auf Bohr- und Fräseinheiten zu bearbeitende prismatisch oder unregelmäßig gestaltete Werkstück stellte den zweiten gemeinsamen Schwerpunkt der verschiedenen Betriebe dar. Noch mehr als zuvor sollte
die Henrichshütte als Vorlieferant für Teile solcher Art in das Bewusstsein der Maschinenfabriken, Werften usw. treten. Die traditionell gute Auslastung der Werkstätten mit Waagerecht-Bohr- und Fräswerken wurde in diesem Zusammenhang durch Portalfräsmaschinen modernster Art vervollständigt. Die Radsatzfertigung war ein traditionelles Betätigungsfeld der Hütte, das durch die über Rheinstahl bestehende Verbindung zur Waggon-Union in Berlin und Siegen zusätzliche Bedeutung aufwies. Die seinerzeit veralteten Bearbeitungsmaschinen waren 1973 durch rationell arbeitende Verkettungsanlagen ersetzt worden.
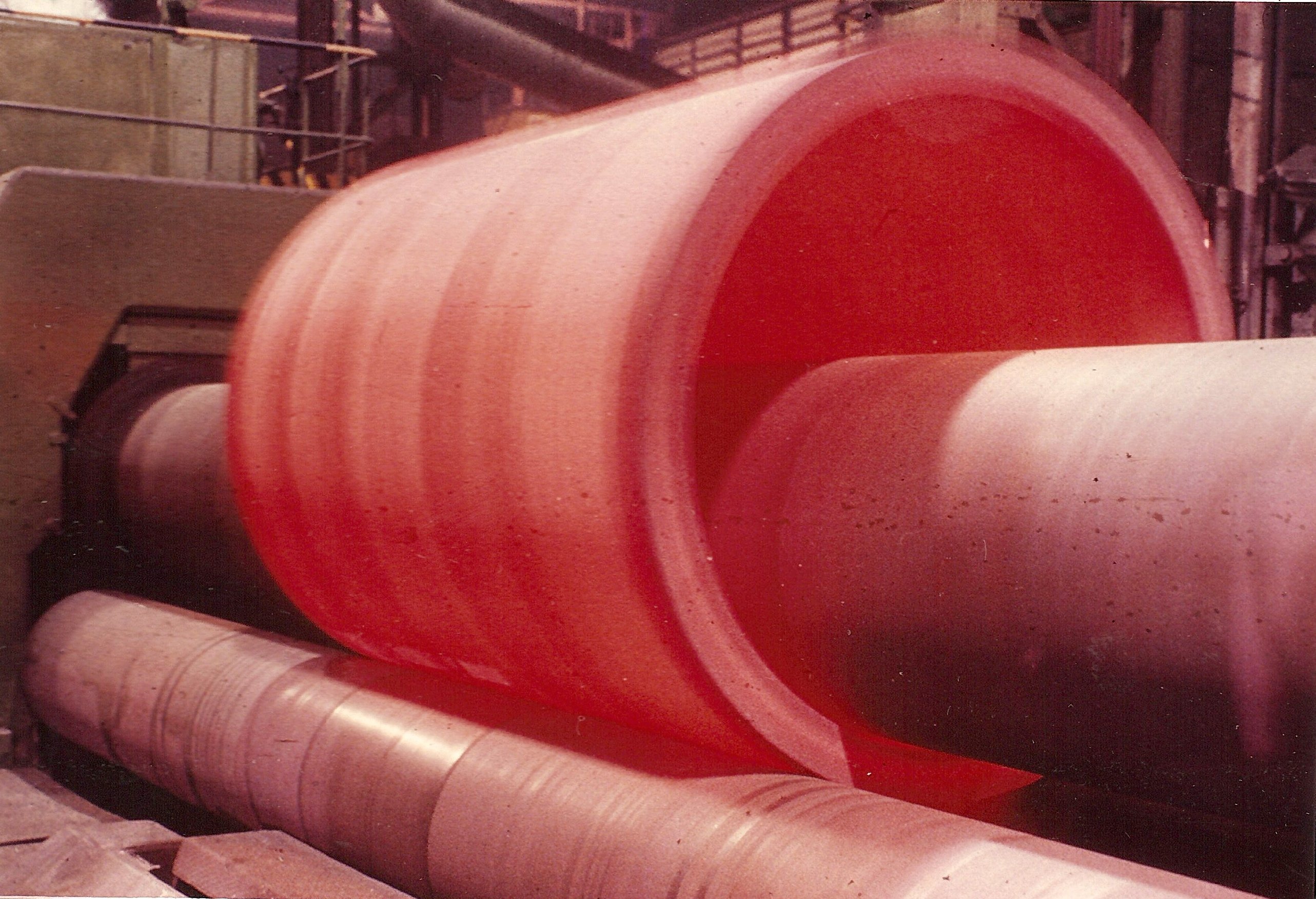
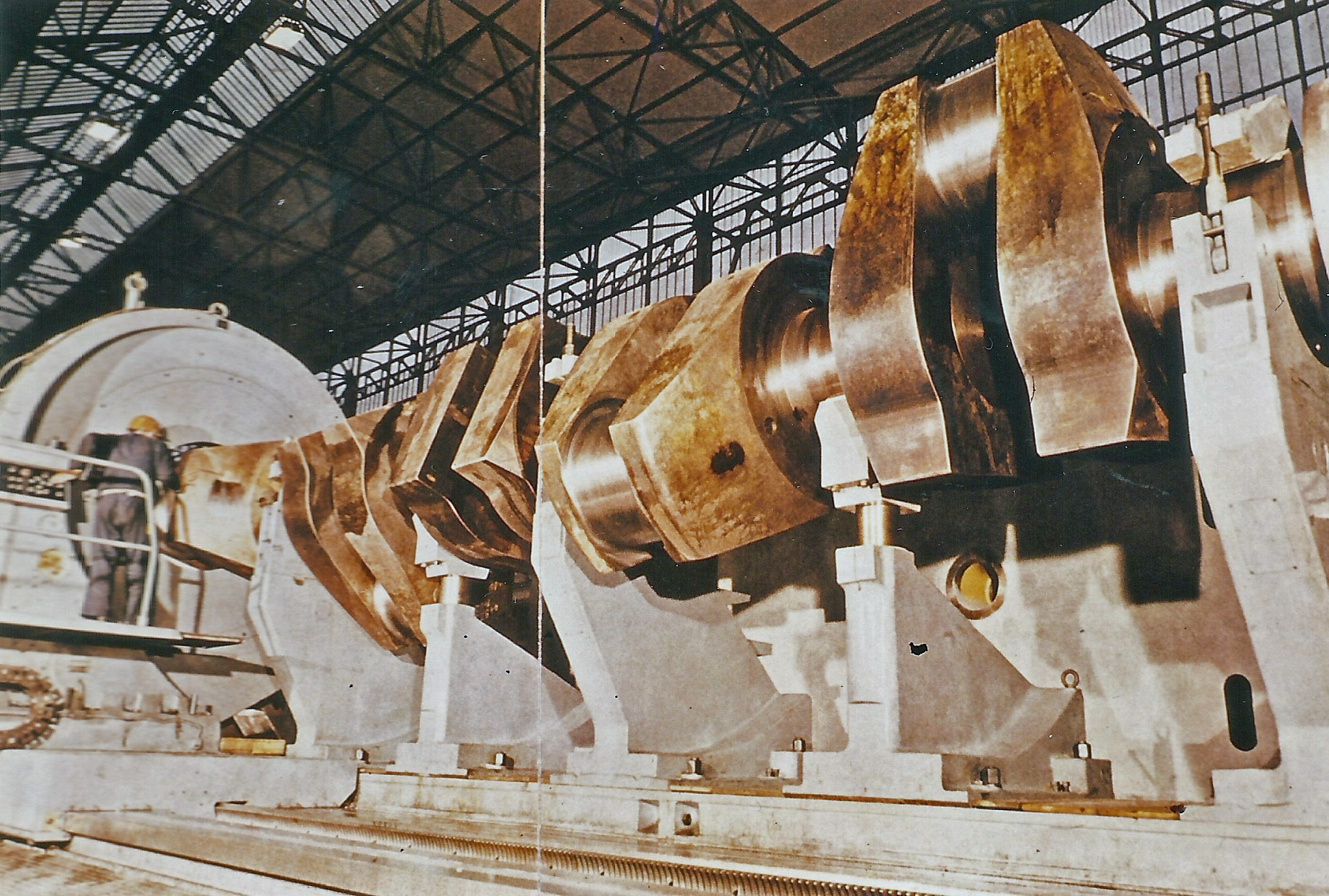
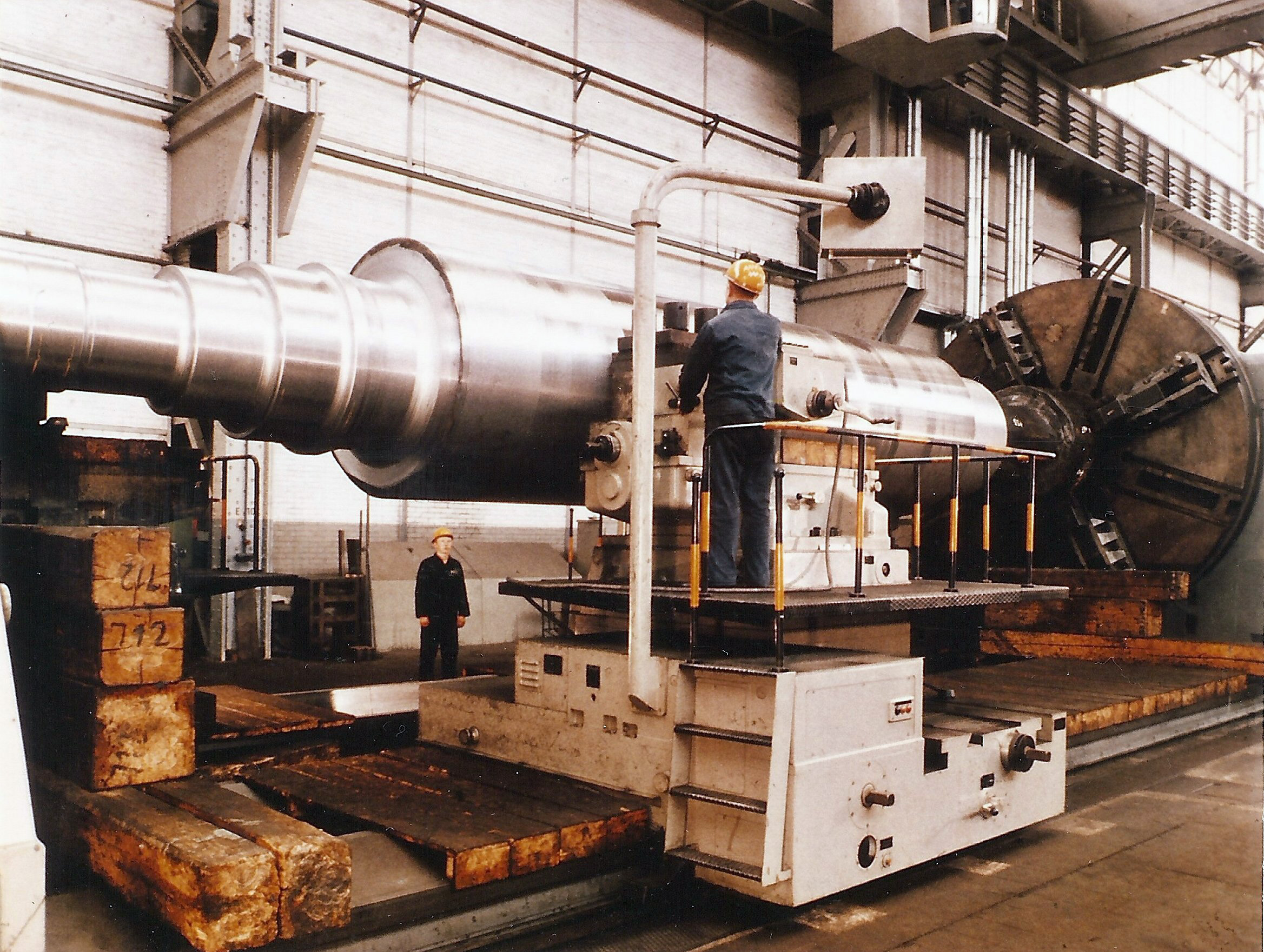
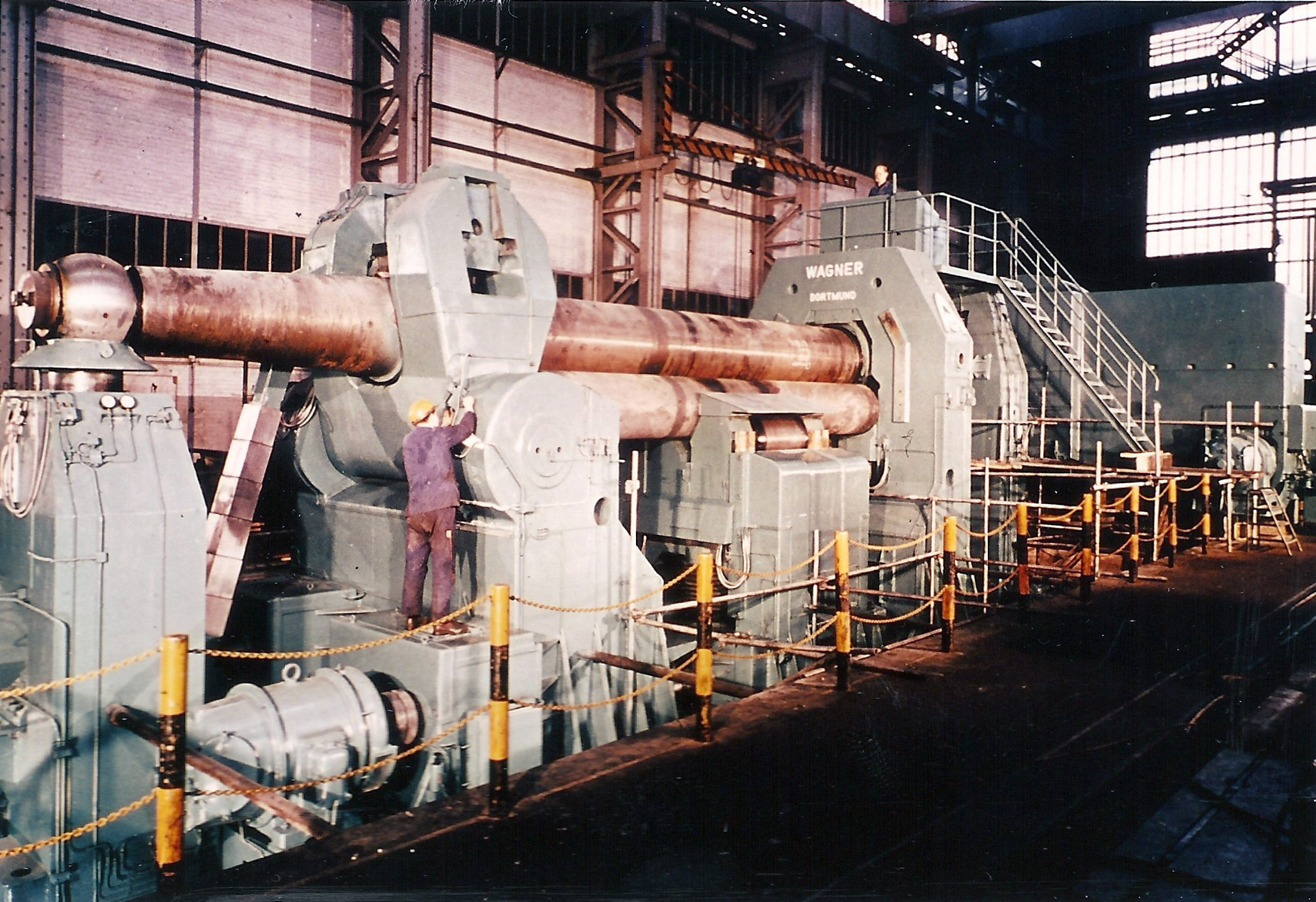
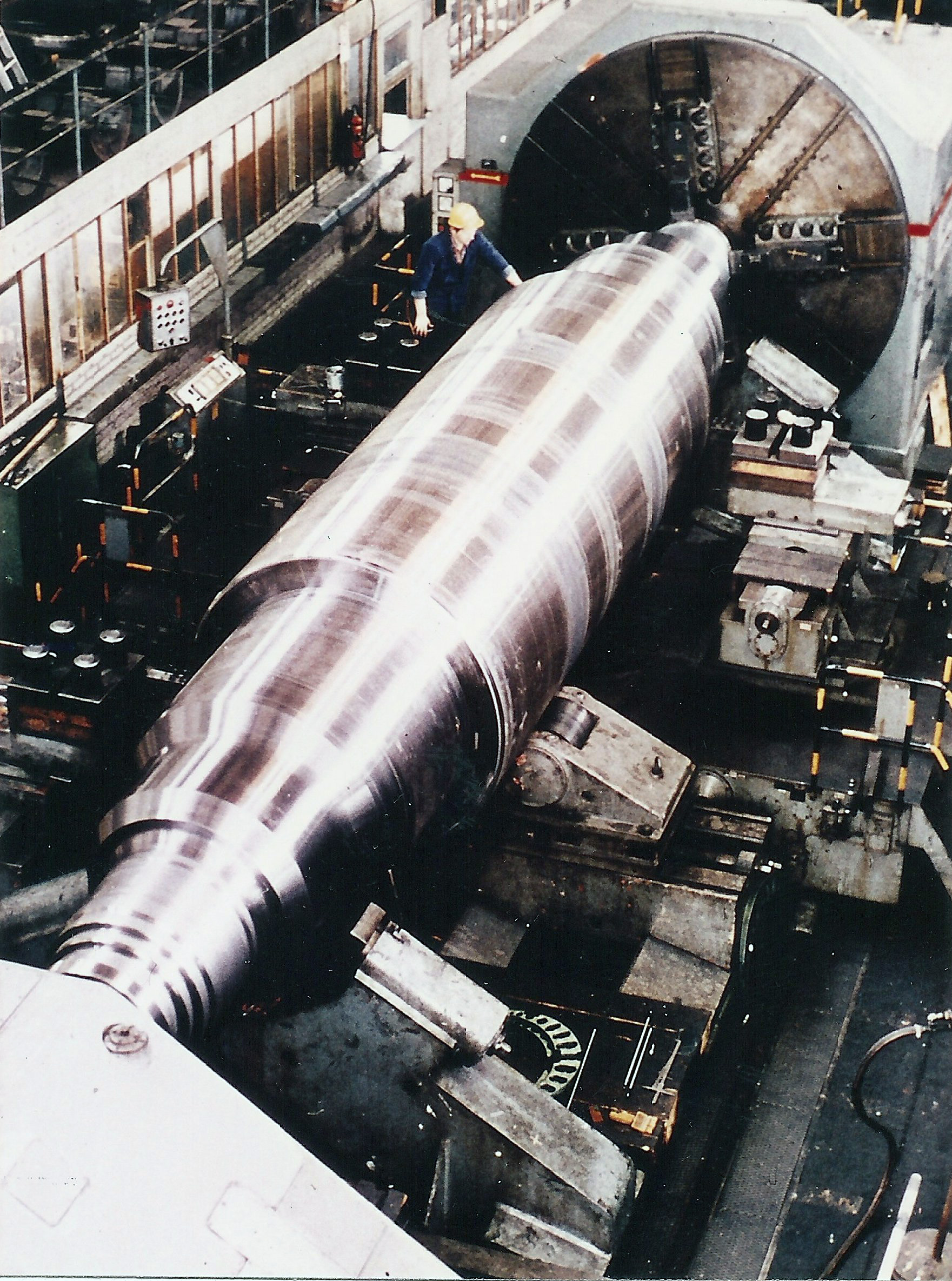
Als vierter Schwerpunkt galt die Bearbeitung langer
rotationssymmetrischer Teile. Da moderne Spitzendrehbänke aller Art
(NC) in der damals neuen Bearbeitungswerkstatt in Reisholz in
ausreichendem Maße zur Verfügung standen, konzentrierte man sich für den
Hattinger Standort auf solche Rotoren, Walzen, Wellen, Rollen usw., die
entweder aus Gründen der Stahlqualität oder des Gewichtes oder aus
beiden Gründen nur dort hergestellt werden konnten. |
|
Gewichtsmäßig war die Bearbeitungsseite durch die aus dem Jahre 1960 stammende Halle 7 für schwerste Teile gerüstet; Kräne, Drehbänke und eine schwere Hohlbohrmaschine standen dort zur Verfügung, sobald Stahlwerk, Schmiede und Vergüterei die Rohblockgrenze von 320 t überschritten. |
 |
Die Maschinenmontage der Henrichshütte verdiente deshalb nicht den Namen Maschinenbau, weil ein für echte Maschinenfabriken ausschlaggebendes eigenes Programm, vor allem das entsprechende Team von Konstrukteuren und Entwicklungsfachleuten, fehlte. Stattdessen nutzte man in pragmatischer Weise die Vorteile einer hoch qualifizierten Schlosser- und Elektrikermannschaft sowie die Vorteile aus der hohen und mit schwersten Kränen bestückten Halle 7 nebst tiefer Montagegrube u. a. für Serienbauten wie Richtmaschinen für M&N, Karosseriepressen für Opel, Bochum, oder Spezialpressen für Hatebur.
Die Henrichshütte in Hattingen hatte vorwiegend mit lohnintensiven Produkten zu tun, viel stärker lohnintensiv jedenfalls als bei den großen Walzstahl erzeugenden Hüttenwerken oder bei den "Ministahlwerken". In besonderer Weise war die Hütte also von der Anzahl und von der Qualifikation der dort tätigen Menschen abhängig. Die aus der geografischen Lage erzwungene Höchstleistung der Hochöfen, die besondere Beweglichkeit des Spezialstahlwerks, die Herstellung von Strangguss bis zur rostfreien Güte, von Brammen und Blöcken jeden beliebigen Gewichtes und Formates, zu jeder Stunde, und die erklärte Hinwendung zum hochwertigen Blech, das alles verlangte von den Mitarbeitern nicht nur guten Willen, sondern ein hohes Maß an Erfahrungen und Wissen. Bei den Lohnempfängern spürte man deutlich die Schwierigkeiten, z. B. Gastarbeiter in vergleichbarer Zahl unterzubringen. Das galt für die betont handwerksmäßig ausgerichteten Bereiche Stahlguss, Schmiede und Bearbeitungswerkstätten in gleicher oder gar noch verstärkter Weise. Auch der vergleichsweise große Anteil an Tarif- und leitenden Angestellten hatte in der Spezialisierung seine Ursache. Fundiertes Wissen, das nur aus langjähriger Erfahrung mit den Erzeugnissen im feuerflüssigen, im verformungswarmen und im zerspanungsgerechten Zustand erworben werden konnte, wurde bis in die Führungsspitze hinein verlangt. Mehr noch als in anderen Hüttenwerken stand also in Hattingen neben den Anlagen der Mensch im Mittelpunkt des Geschehens, eine Feststellung -- so der Vorstandsbericht wörtlich -- "die uns als Führungsmannschaft eines auf wirtschaftlichen Erfolg ausgerichteten und angewiesenen Unternehmens eine zusätzliche und besondere Aufgabe und Verpflichtung sein soll." (umgesetzt von Peter Tritthart) |
|
|
|
|